第二节 数控加工系统的自动换刀装置 为了进一步提高数控机床的加工效率,数控机床向着工件在一台机床上经一次装夹可完成多道工序或全部工序加工的方向发展,从而出现了各种类型的加工中心机床和车削中心机床
这类机床为了完成不同工序的加工工艺,需使用多种刀具,因此必须有自动换刀装置
自动换刀装置应满足换刀时间短、刀具重复定位精度高、刀具储存量足够、结构紧凑及安全可靠等要求
各类数控机床的自动换刀装置的结构取决于机床的类型、工艺范围、使用刀种类和数目
目前数控机床使用的自动换刀装置主要有转塔式自动换刀和刀库式自动换刀二种
一、转塔式自动换刀装置 转塔式自动换刀装置又分回转刀架式和转塔头式二种,回转刀架式用于各种数控车床和车削中心机床
转塔头式多用于数控钻、镗、铣床
(一)回转刀架换刀 回转刀架换刀是一种简单的自动换刀装置
在回转刀架各刀座安装或夹持各种不同用途的刀具,通过回转刀架的转位实现换刀
回转刀架可在回转轴径向和轴向安装刀具
在数控车床上,回转刀架和其上的刀具布置大致有: (1)一个回转刀架,外圆类、内孔类刀具混合放置,如图 6-10所示
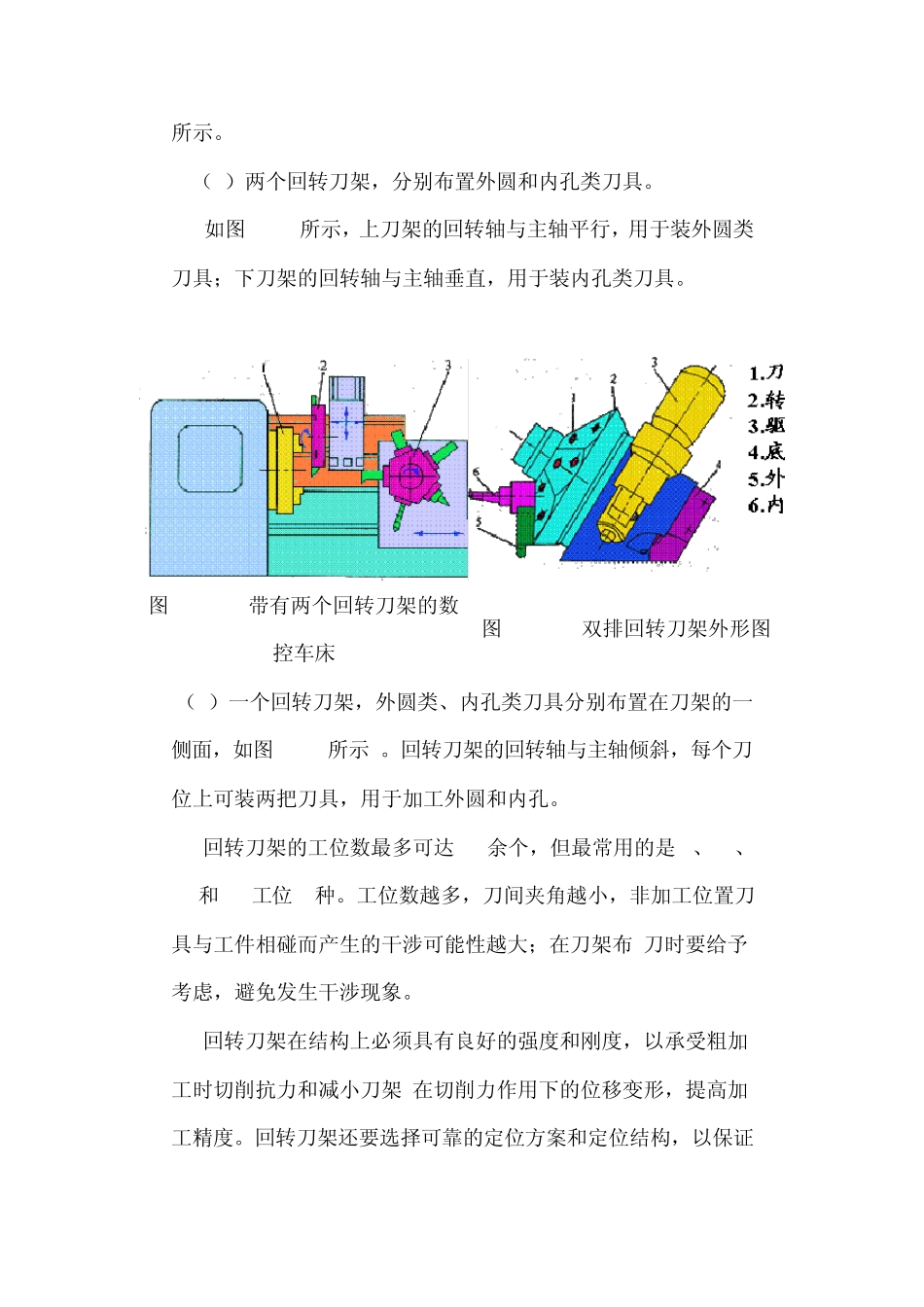
(2)两个回转刀架,分别布置外圆和内孔类刀具
如图6-11所示,上刀架的回转轴与主轴平行,用于装外圆类刀具;下刀架的回转轴与主轴垂直,用于装内孔类刀具
图6-11 带有两个回转刀架的数控车床 图6-12 双排回转刀架外形图 (3)一个回转刀架,外圆类、内孔类刀具分别布置在刀架的一侧面,如图6-12所示
回转刀架的回转轴与主轴倾斜,每个刀位上可装两把刀具,用于加工外圆和内孔
回转刀架的工位数最多可达 20余个,但最常用的是 8、10、12和16工位 4种
工位数越多,刀间夹角越小,非加工位置刀具与工件相碰而产生的干涉可能性越大;在刀架布 刀时要给予考虑,避免发生干涉现象
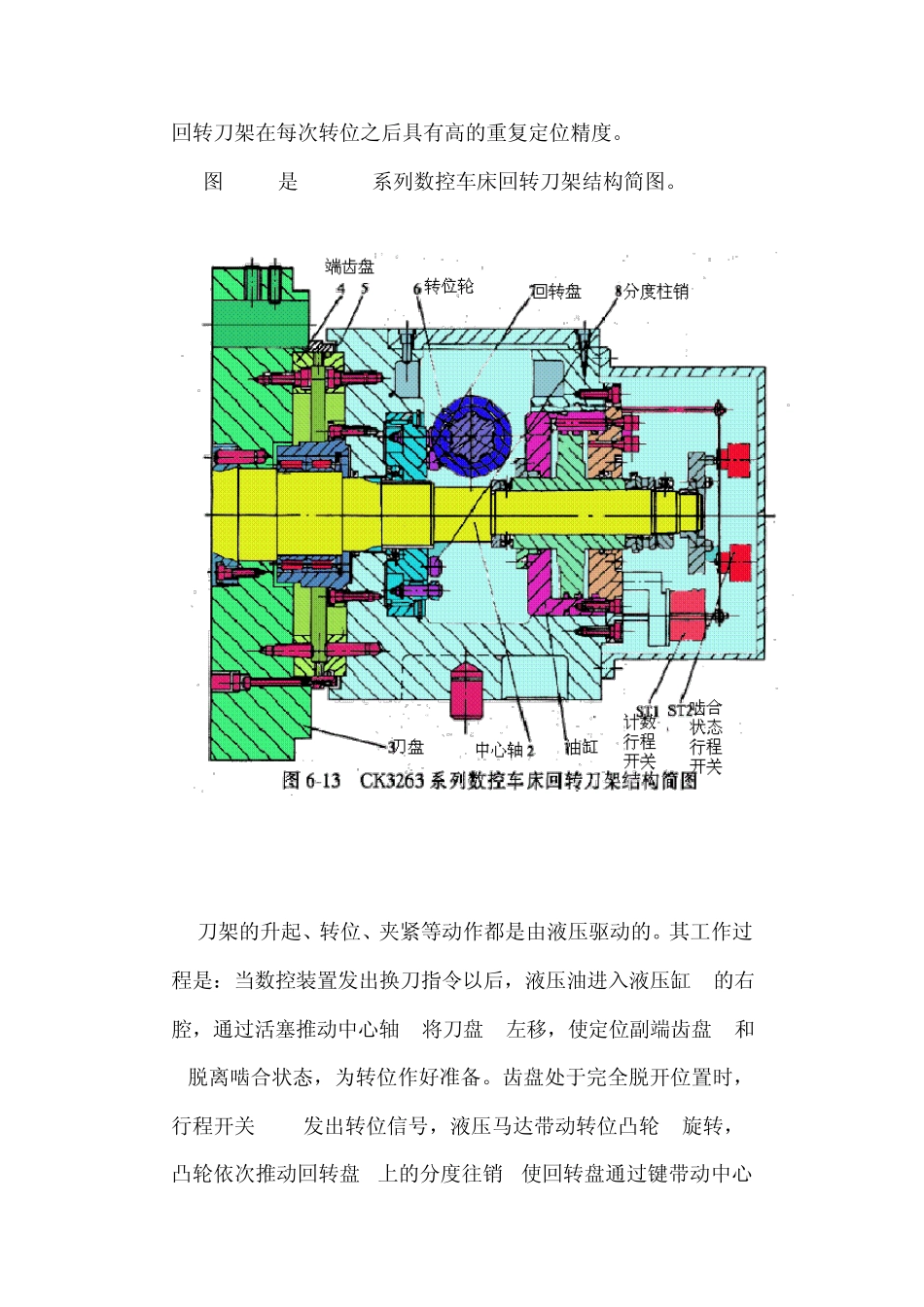
回转刀架在结构上必须具有良好的强度和刚度,以承受粗加工时切削