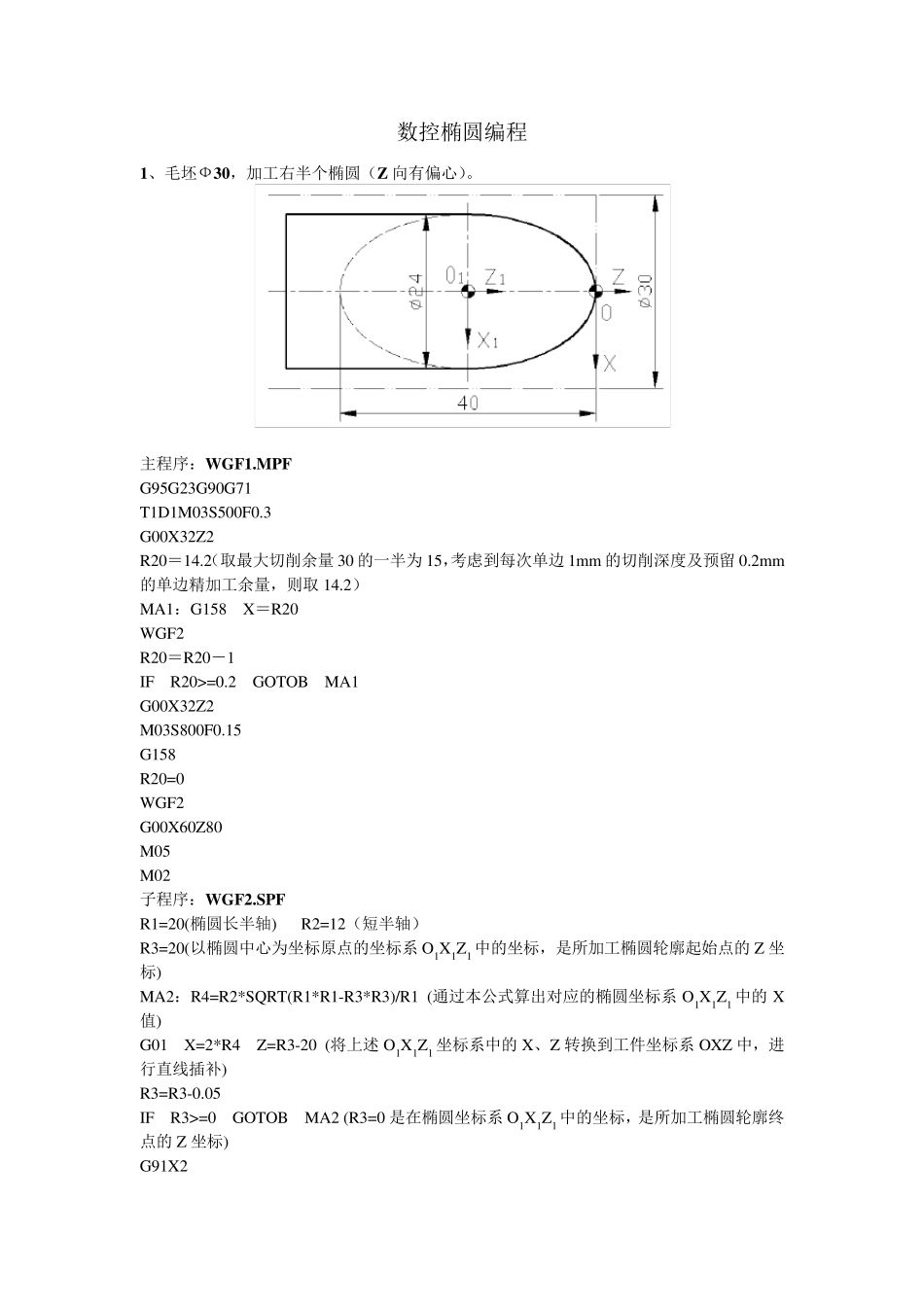
数控椭圆编程 1、毛坯Ф30,加工右半个椭圆(Z向有偏心)
主程序:WGF1
MPF G95G23G90G71 T1D1M03S500F0
3 G00X32Z2 R20=14
2(取最大切削余量 30 的一半为 15,考虑到每次单边 1m m 的切削深度及预留 0
2m m的单边精加工余量,则取 14
2) MA1:G158 X=R20 WGF2 R20=R20-1 IF R20>=0
2 GOTOB MA1 G00X32Z2 M03S800F0
15 G158 R20=0 WGF2 G00X60Z80 M05 M02 子程序:WGF2
SPF R1=20(椭圆长半轴) R2=12(短半轴) R3=20(以椭圆中心为坐标原点的坐标系 O1X1Z1 中的坐标,是所加工椭圆轮廓起始点的 Z 坐标) MA2:R4=R2*SQRT(R1*R1-R3*R3)/R1 (通过本公式算出对应的椭圆坐标系 O1X1Z1 中的 X值) G01 X=2*R4 Z=R3-20 (将上述 O1X1Z1 坐标系中的 X、Z 转换到工件坐标系 OXZ 中,进行直线插补) R3=R3-0
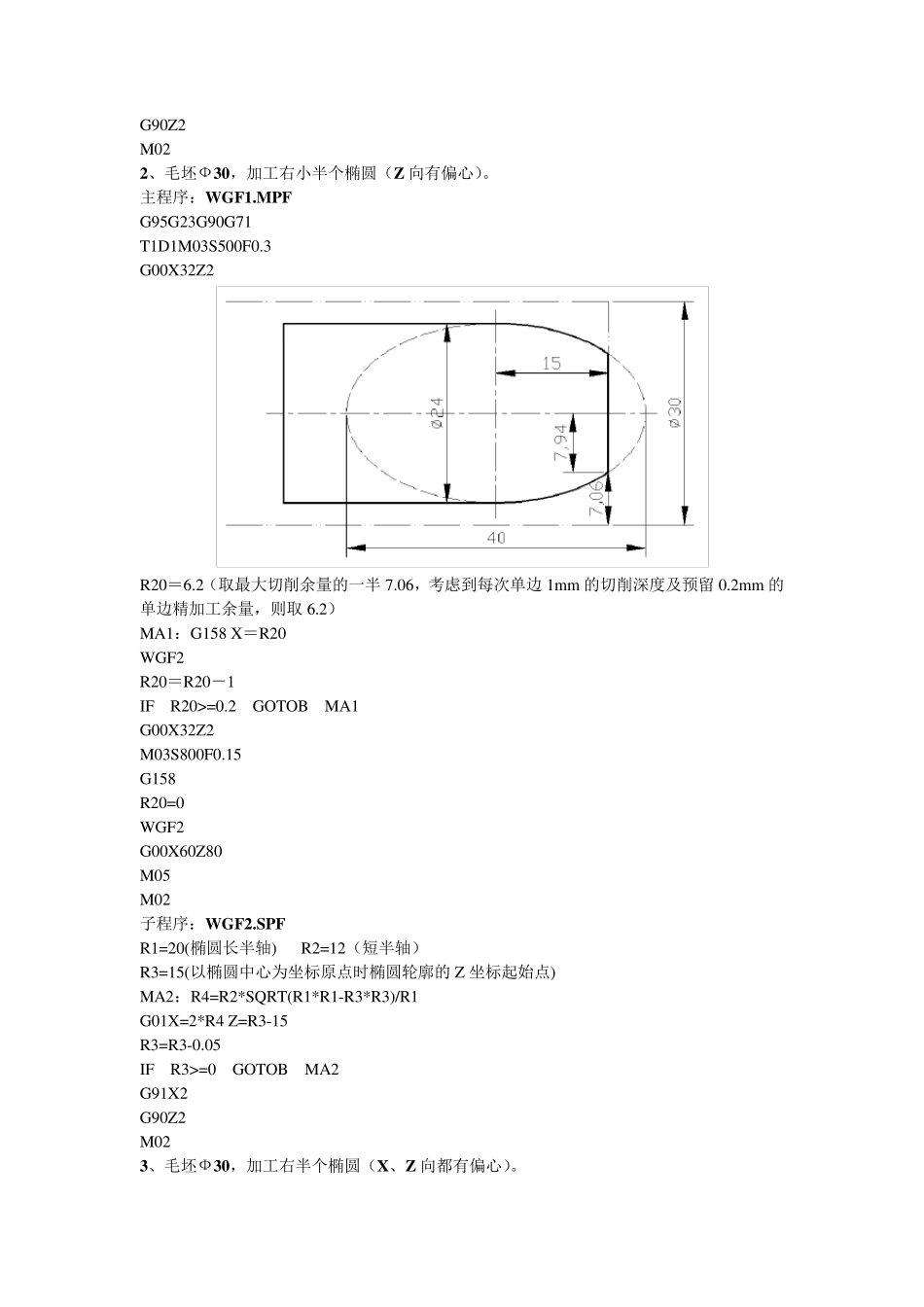
05 IF R3>=0 GOTOB MA2 (R3=0 是在椭圆坐标系 O1X1Z1 中的坐标,是所加工椭圆轮廓终点的 Z 坐标) G91X2 G90Z2 M02 2、毛坯Ф30,加工右小半个椭圆(Z 向有偏心)
主程序:WGF1
MPF G95G23G90G71 T1D1M03S500F0
3 G00X32Z2 R20=6
2(取最大切削余量的一半 7
06,考虑到每次单边 1m m 的切削深度及预留 0
2m m 的单边精加工余量,则取 6
2) MA1:G158 X=R20 WGF2 R20=R20-1 IF R20>=0
2 GOTOB MA1 G00X32Z2 M03S800F0
15 G158 R20=0