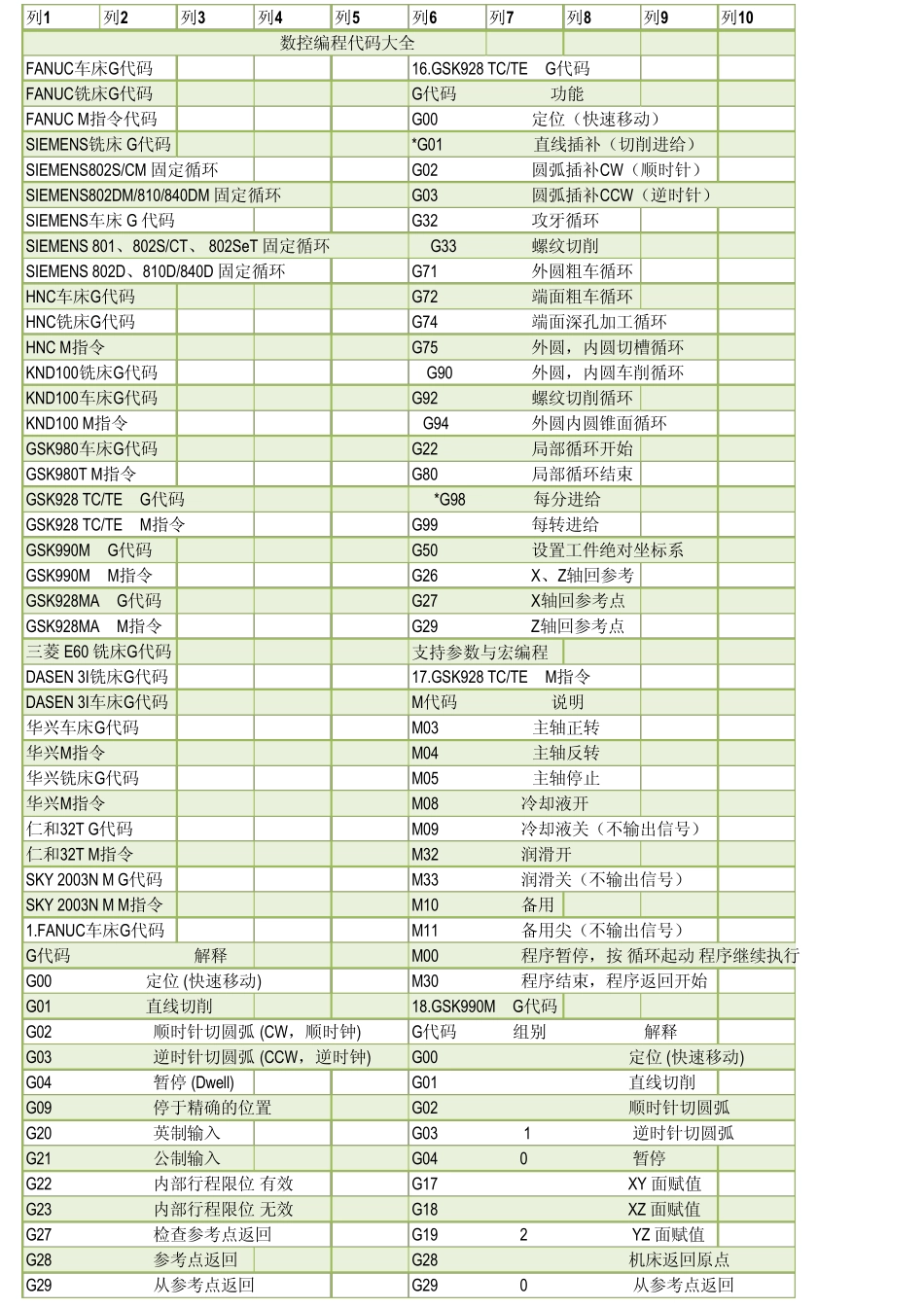
列1列2列3列4列5列6列7列8列9列10 数控编程代码大全FANUC车床G代码16
GSK928 TC/TE G代码FANUC铣床G代码G代码 功能FANUC M指令代码G00 定位(快速移动)SIEMENS铣床 G代码*G01 直线插补(切削进给)SIEMENS802S/CM 固定循环G02 圆弧插补CW(顺时针)SIEMENS802DM/810/840DM 固定循环G03 圆弧插补CCW(逆时针)SIEMENS车床 G 代码G32 攻牙循环SIEMENS 801、802S/CT、 802SeT 固定循环 G33 螺纹切削SIEMENS 802D、810D/840D 固定循环G71 外圆粗车循环HNC车床G代码G72 端面粗车循环HNC铣床G代码G74 端面深孔加工循环HNC M指令G75 外圆,内圆切槽循环KND100铣床G代码 G90 外圆,内圆车削循环KND100车床G代码G92 螺纹切削循环KND100 M指令 G94 外圆内圆锥面循环GSK980车床G代码G22 局部循环开始GSK980T M指令G80 局部循环结束GSK928 TC/TE G代码 *G98 每分进给GSK928 TC/TE M指令G99 每转进给GSK990M G代码G50 设置工件绝对坐标系GSK990M M指令G26 X、Z轴回参考GSK928MA G代码G27 X轴回参考点GSK928MA M指令G29 Z轴回参考点三菱 E60 铣床G代码支持参数与宏编程DASEN 3I铣床G代码17
GSK928 TC/TE M指令DASEN 3I车床G代码M代码 说明华兴车床G代码M03 主轴正转华兴M指令M04 主轴反转华兴铣床G代码M05 主轴停止华兴M指令M08 冷却液开仁和32T G代码M09 冷却液关(不输出信号)仁和32T M指令M32 润滑开SKY 2003N M G代码M33 润滑