几种汽轮机隔板找正方法的分析 1 汽轮机隔板几种找正方法的分析 湖南省火电建设公司 陈熙祖 【内容提要】本文对几种汽轮机隔板找正方法的精度及可能产生误差的因素进行了分析,并提出了减小隔板找正误差的改进方法
汽轮机隔板和轴封套找正的几种常用的方法中,有拉钢丝找正、假轴找正、用汽轮机转子找正以及激光找正等方法
近几年来出现的激光找正法无疑是—个先进的找正工具,但是由于种种条件的限制,目前它还不能完全替代其它几种找正方法,因此本文在分析这种找正方法的同时,着重分析了拉钢丝找正法和假轴找正法,指出在找正过程中可能造成误差的原因和减小这些误差应采取的方法
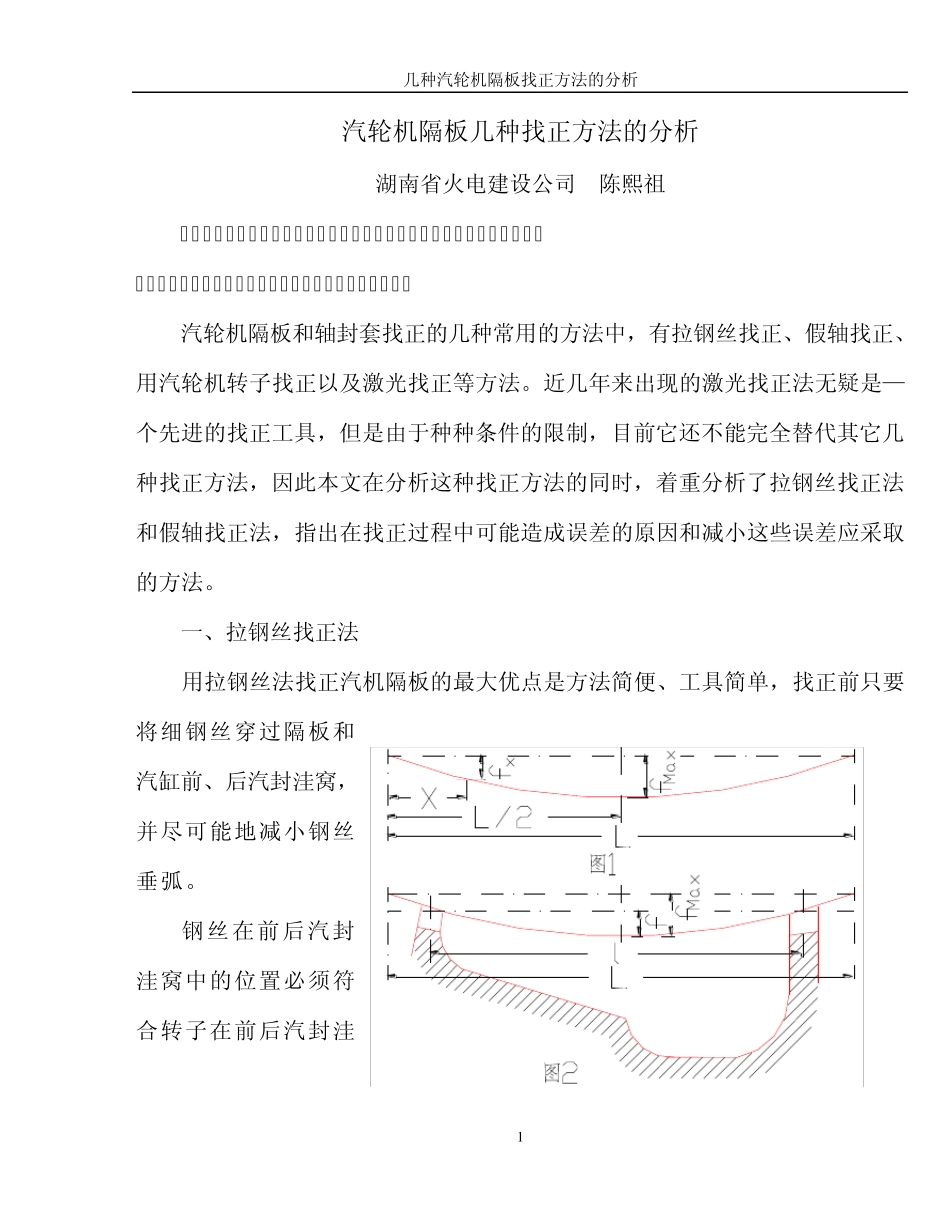
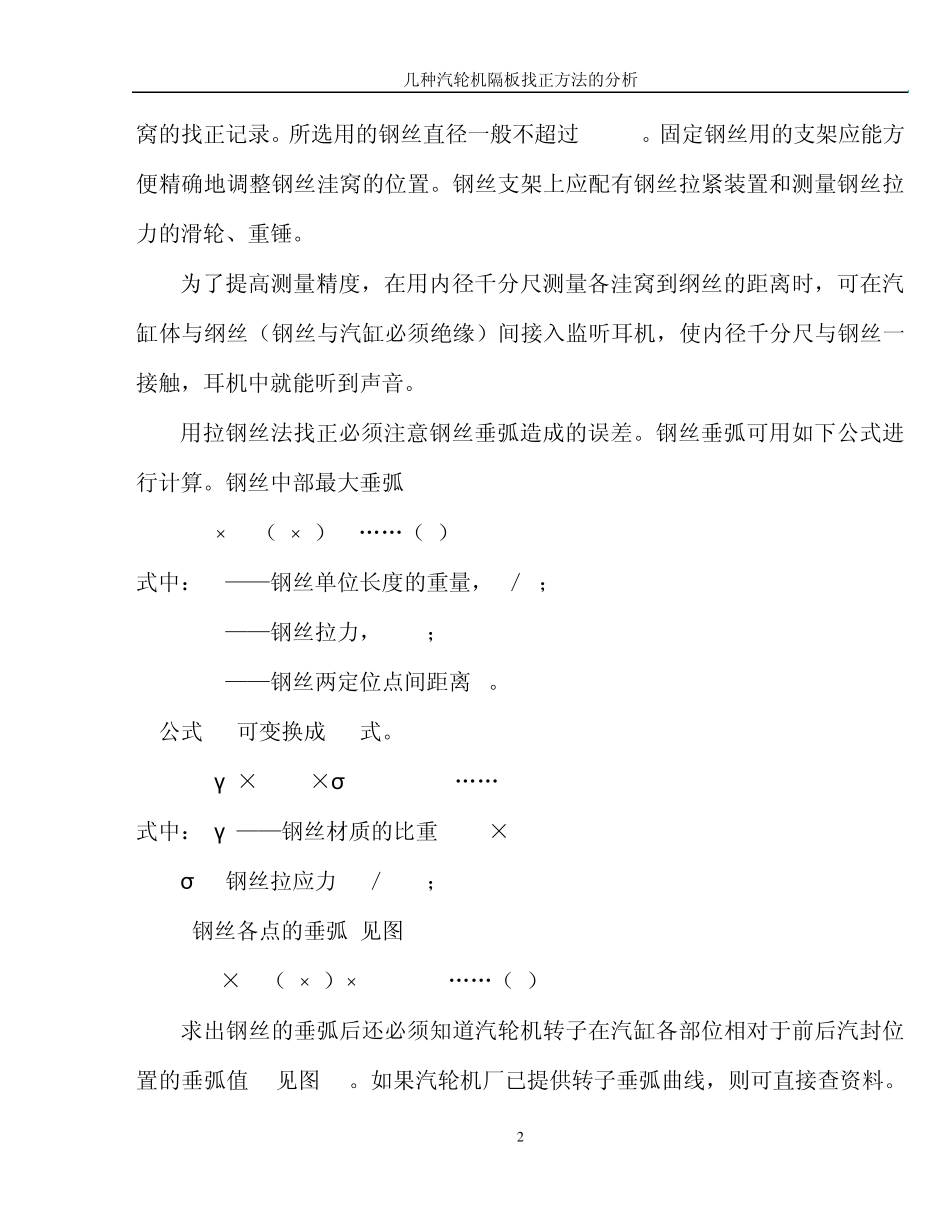
一、拉钢丝找正法 用拉钢丝法找正汽机隔板的最大优点是方法简便、工具简单,找正前只要将细钢丝穿过隔板和汽缸前、后汽封洼窝,并尽可能地减小钢丝垂弧
钢丝在前后汽封洼窝中的位置必须符合转子在前后汽封洼几种汽轮机隔板找正方法的分析 2 窝的找正记录
所选用的钢丝直径一般不超过0
固定钢丝用的支架应能方便精确地调整钢丝洼窝的位置
钢丝支架上应配有钢丝拉紧装置和测量钢丝拉力的滑轮、重锤
为了提高测量精度,在用内径千分尺测量各洼窝到纲丝的距离时,可在汽缸体与纲丝(钢丝与汽缸必须绝缘)间接入监听耳机,使内径千分尺与钢丝一接触,耳机中就能听到声音
用拉钢丝法找正必须注意钢丝垂弧造成的误差
钢丝垂弧可用如下公式进行计算
钢丝中部最大垂弧 f=q×L2/(8×G)mm„„(1) 式中: q——钢丝单位长度的重量,g/m; G——钢丝拉力, kgf; L——钢丝两定位点间距离m
公式(1)可变换成(2)式
f=γ ×l2/(8×σ )/100 mm„„(2) 式中: γ ——钢丝材质的比重7
85×10-3kgf/cm3 σ --钢丝拉应力kg/cm2 ; 钢丝各点的垂弧(见图 l) fx=q×x/(8×G)×(L-x) mm„„(3