模具内模镶件尺寸的确定 二、确定内模镶件外形尺寸 确定内模镶件尺寸的方法有两种:经验法和计算法
在实际工作中常常采用经验确定法而不是计算法
但对于大型模具、重要模具,为安全起见,最好再用计算法校核其强度和刚度
确定内模镶件尺寸总体原则是:必须保证模具具有足够的强度和刚度,使模具在使用寿命内不致变形
内模镶件经验确定法 ( 1 )确定内模镶件的长、宽尺寸 第一步:按上面的排位原则,确定各型腔的摆放位置
第二步:按下面的经验数据,确定各型腔的相互位置尺寸
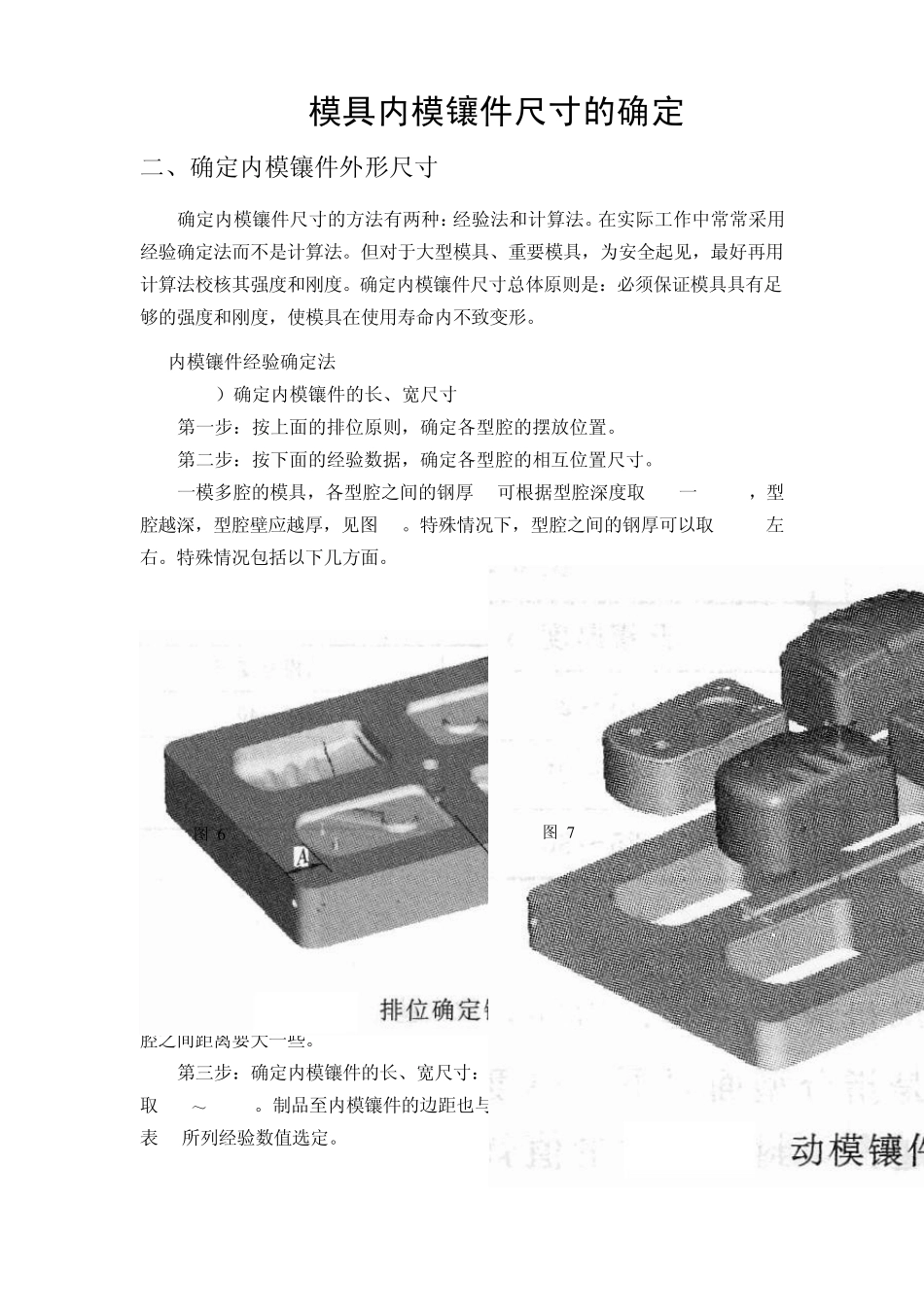
一模多腔的模具,各型腔之间的钢厚 B 可根据型腔深度取 12 一 25mm ,型腔越深,型腔壁应越厚,见图 6
特殊情况下,型腔之间的钢厚可以取 30mm 左右
特殊情况包括以下几方面
① 当采用潜伏式浇口时,应有足够的潜伏式浇口位置及布置推杆的位置
② 塑料制品尺寸较大,型腔较深(≧ 50mm )时
③ 塑料制品尺寸较大,内模镶件固定型芯的孔为通孔
此时的镶件成框架结构,刚性不好,应加厚型腔壁以提高刚性(见图 7)
图 6排位确定镶件大小图 7 动模镶件做通孔④ 型腔之间要通冷却水时,型腔之间距离要大一些
第三步:确定内模镶件的长、宽尺寸:型腔至内模镶件边之间的钢厚 A 可取 15 ~50mm
制品至内模镶件的边距也与型腔的深度有关,一般制品可参考表 1 所列经验数值选定
图 6 图 7 表 1 型腔至内膜镶件边经验数值 型腔深度 型腔至内膜镶件边数值/mm 型腔深度 型腔至内膜镶件边数值/mm ≦20mm 15~20 30~40 30~35 20~30mm 25~30 ﹥40 35~50 注:1 .凸模和凹模的长度和宽度尺寸通常是一样的
2 .内模镶件的长、宽尺寸应取整数,宽度应尽量和标准模架的推杆板宽度相等
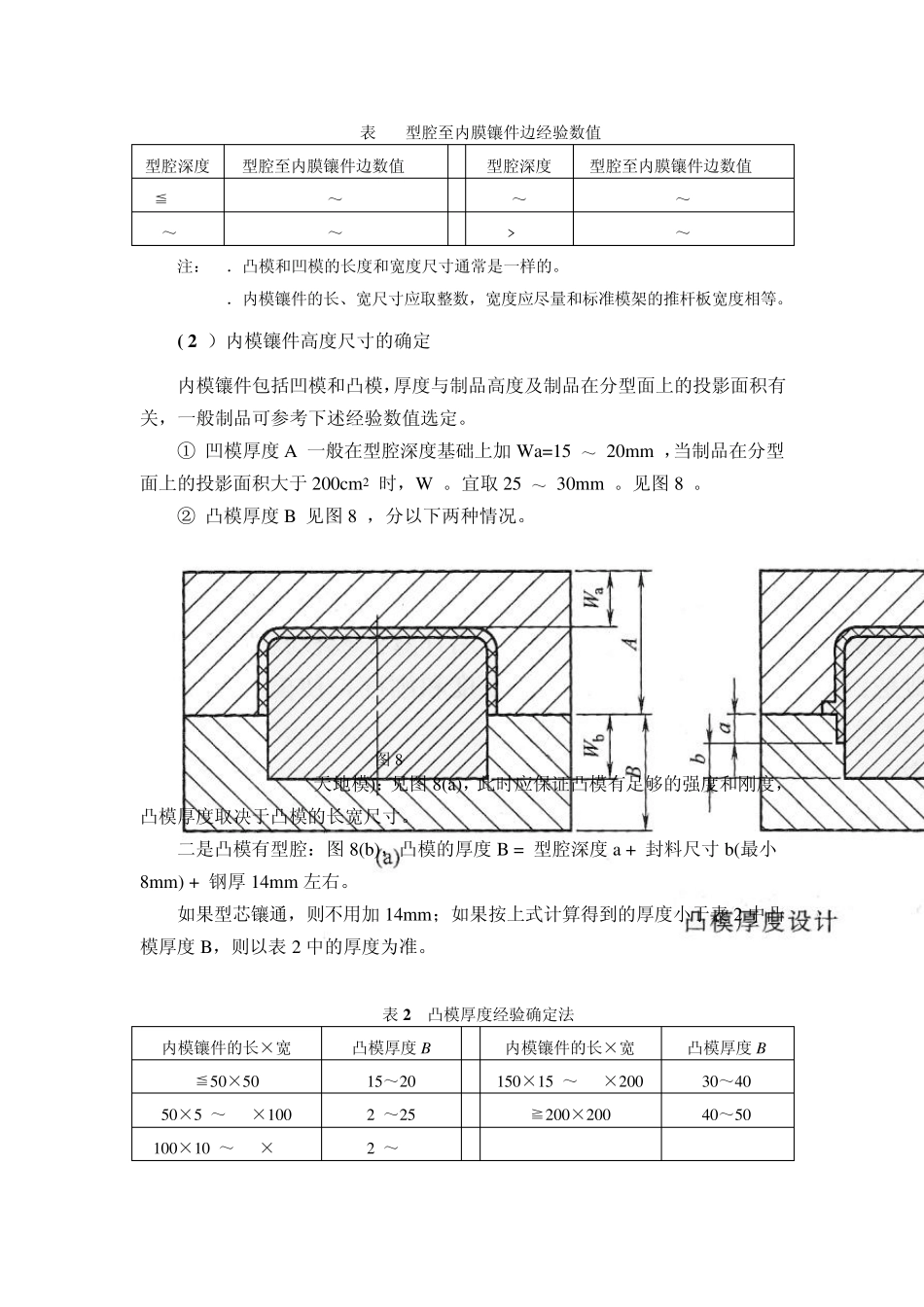
( 2 )内模镶件高度尺寸的确定 内模镶件包括凹模和凸模,厚度与制品高度及制品在分