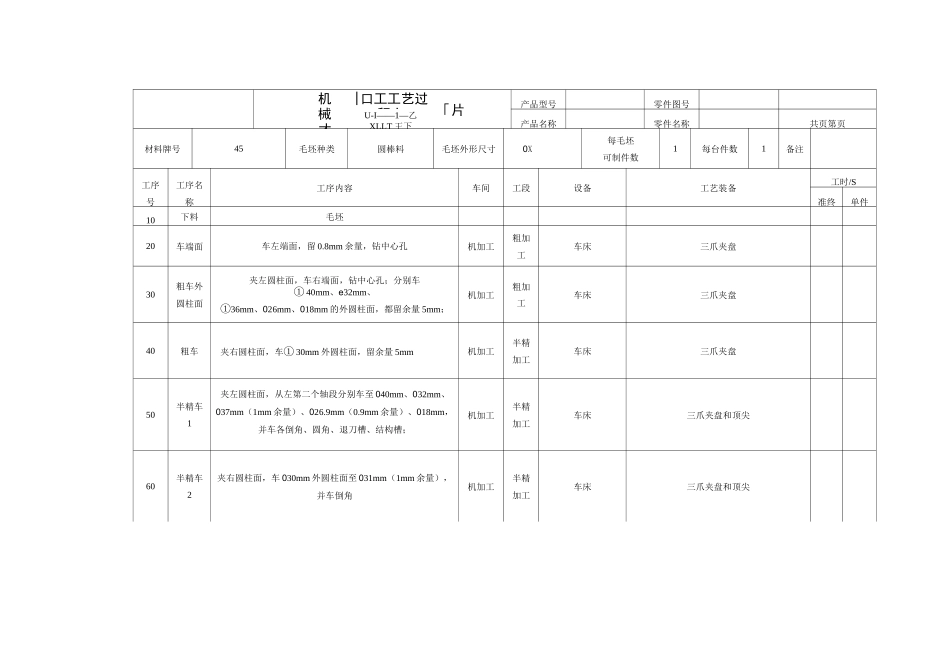
机械才|口工工艺过程卡「片产品型号零件图号U-I——1—乙XLLT 王下产品名称零件名称共页第页材料牌号45毛坯种类圆棒料毛坯外形尺寸0X每毛坯可制件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时/S准终单件10下料毛坯20车端面车左端面,留 0
8mm 余量,钻中心孔机加工粗加工车床三爪夹盘30粗车外圆柱面夹左圆柱面,车右端面,钻中心孔;分别车① 40mm、e32mm、①36mm、026mm、018mm 的外圆柱面,都留余量 5mm;机加工粗加工车床三爪夹盘40粗车夹右圆柱面,车① 30mm 外圆柱面,留余量 5mm机加工半精加工车床三爪夹盘50半精车1夹左圆柱面,从左第二个轴段分别车至 040mm、032mm、037mm(1mm 余量)、026
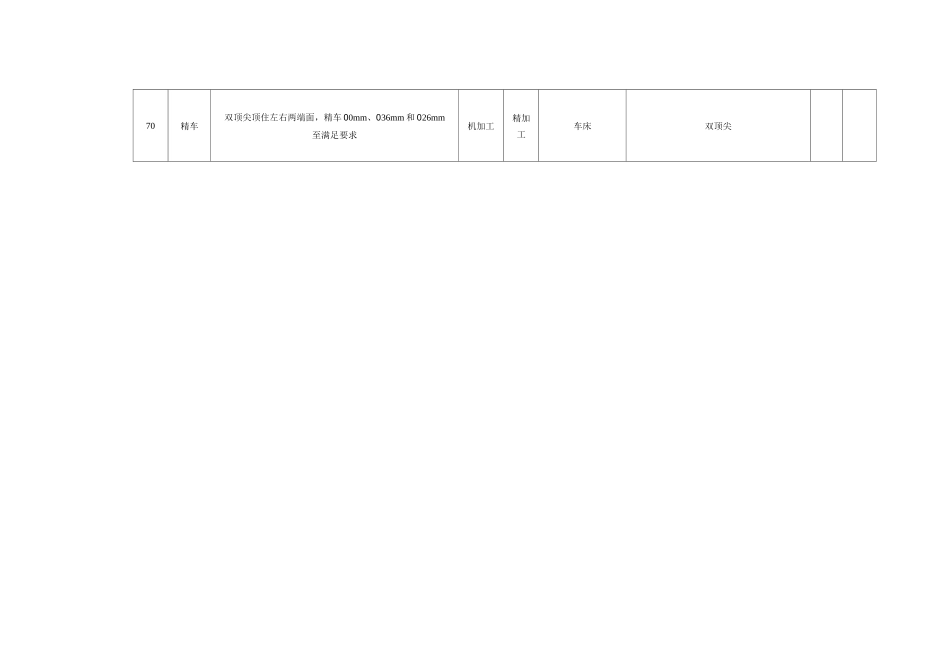
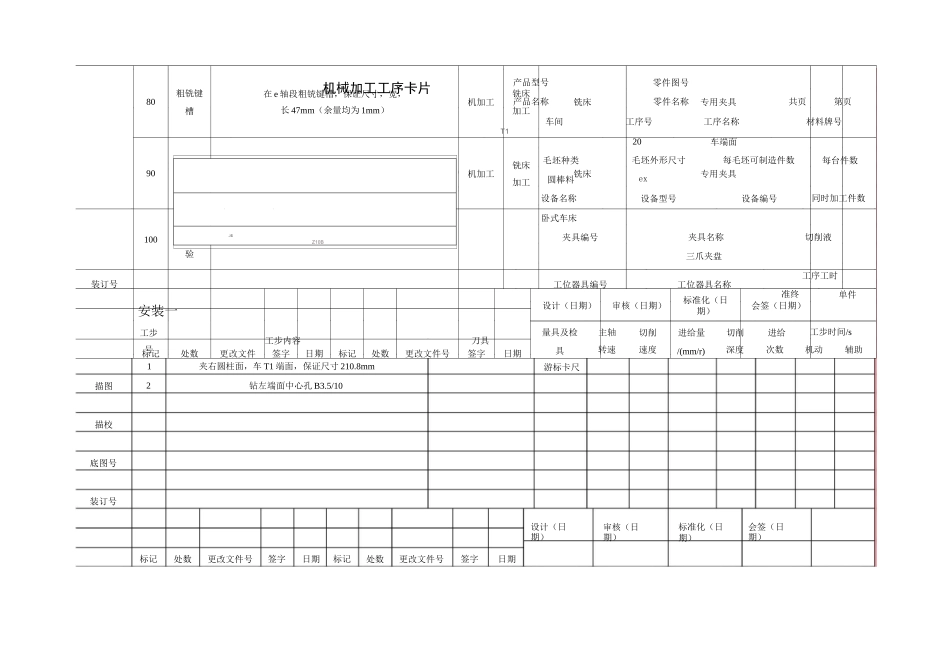
9mm 余量)、018mm,并车各倒角、圆角、退刀槽、结构槽;机加工半精加工车床三爪夹盘和顶尖60半精车2夹右圆柱面,车 030mm 外圆柱面至 031mm(1mm 余量),并车倒角机加工半精加工车床三爪夹盘和顶尖70精车双顶尖顶住左右两端面,精车 00mm、036mm 和 026mm至满足要求机加工精加工车床双顶尖80粗铣键槽在 e 轴段粗铳键槽,保证尺寸,宽,长 47mm(余量均为 1mm)机加工铣床加工铣床专用夹具90精铣键槽精铳键槽保证尺寸 32mm、宽 8mm、长 48mm 至满足要求机加工铣床加工铣床专用夹具100去毛刺,检验装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件签字日期标记处数更改文件号签字日期T120号具12日期日期共页车间工步内容第页ex描校底图号装订号机械加工工序卡片三爪夹盘游标卡尺钻左端面中心孔 B3
5/10产品型号产品名称零件图号零件名称毛坯种类毛坯外形尺寸圆棒料安装一工步刀具夹右圆柱面,车 T1 端面,保证尺寸 210
8mm描图设计(日