目录 冲压工艺造型标准 序 号 目 录 页次 一、压料面 1、压料面设计注意事项 2、压料面设计准则 二、工艺补充 1、工艺补充注意事项 2、工艺补充设计准则 3、补充余肉 三、autoform 典型的压料面与工艺补充设计过程 四、特殊工艺补偿方式 1、隆起补偿 2、过拉延 3、过翻边 4、收缩补偿 5、整型深度补偿 6、补料鼓包,局部造型处理 7、CH 孔和到底标记的做法 五、拉延筋及破裂刀 1、拉延筋断面和过渡 2、拉延筋的设置方法 3、破裂刀 六、修边 1、修边尺寸展开计算方法 2、修边线的交接 3、局部修边困难处的型面处理案例 七、翻边整形 1、翻边整形回弹的预测及处理,think3 实例 八、典型模面处理造型方法 1、拉延模模面造型方法 2、后续模具模面造型方法 工艺处理造型设计 压料面 一、压料面 1 、压料面设计要点: a
保证拉延深度尽量均匀,触料状态无起皱缺陷 b
在能够保证制件充分变形的情况下拉延深度越浅越好 c
拉延面应该是可展的,形状尽可能简单,尽量避免双曲形状 d
压料面应保证制件有一定程度的拉延效应,好的拉延过程应该是坯料成型时一直处于紧张状态
压料面形状复杂时模拟计算时要关注压边圈合拢状态,尤其对与外板制件
厚板料的压料面设计需要注意压边圈和凹模镶块的角度,一般不要超过 15 度
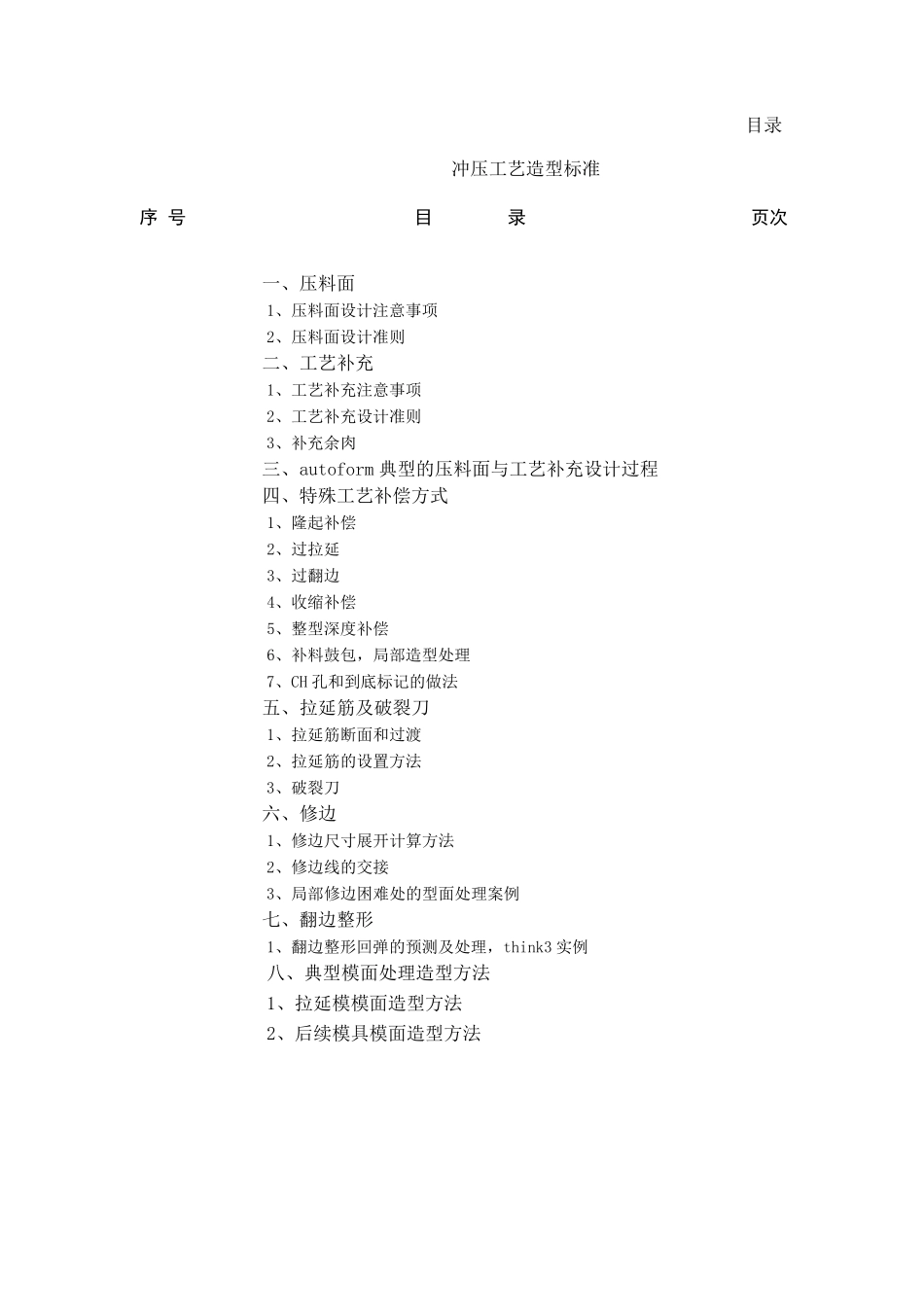
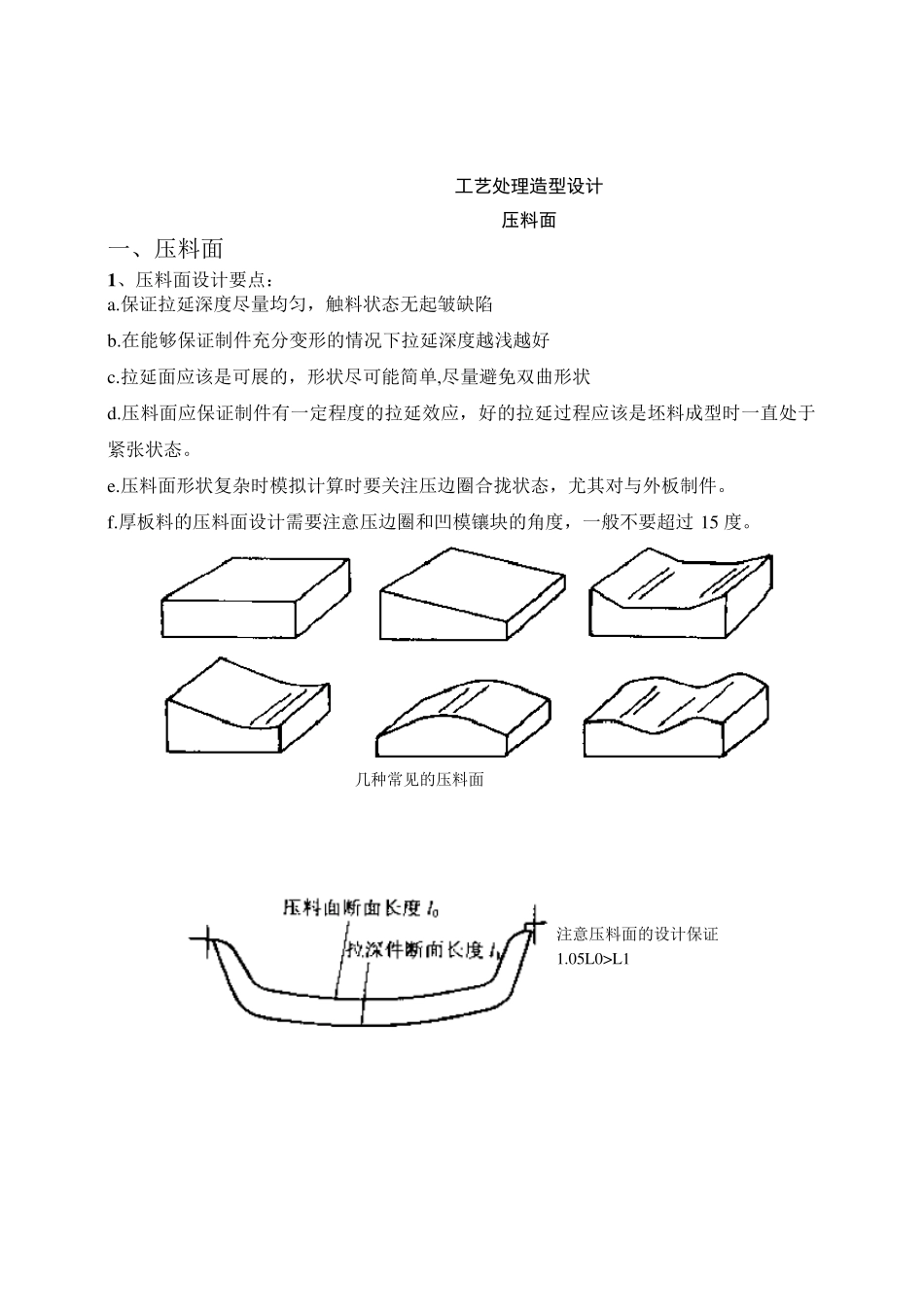
几种常见的压料面 注意压料面的设计保证 1
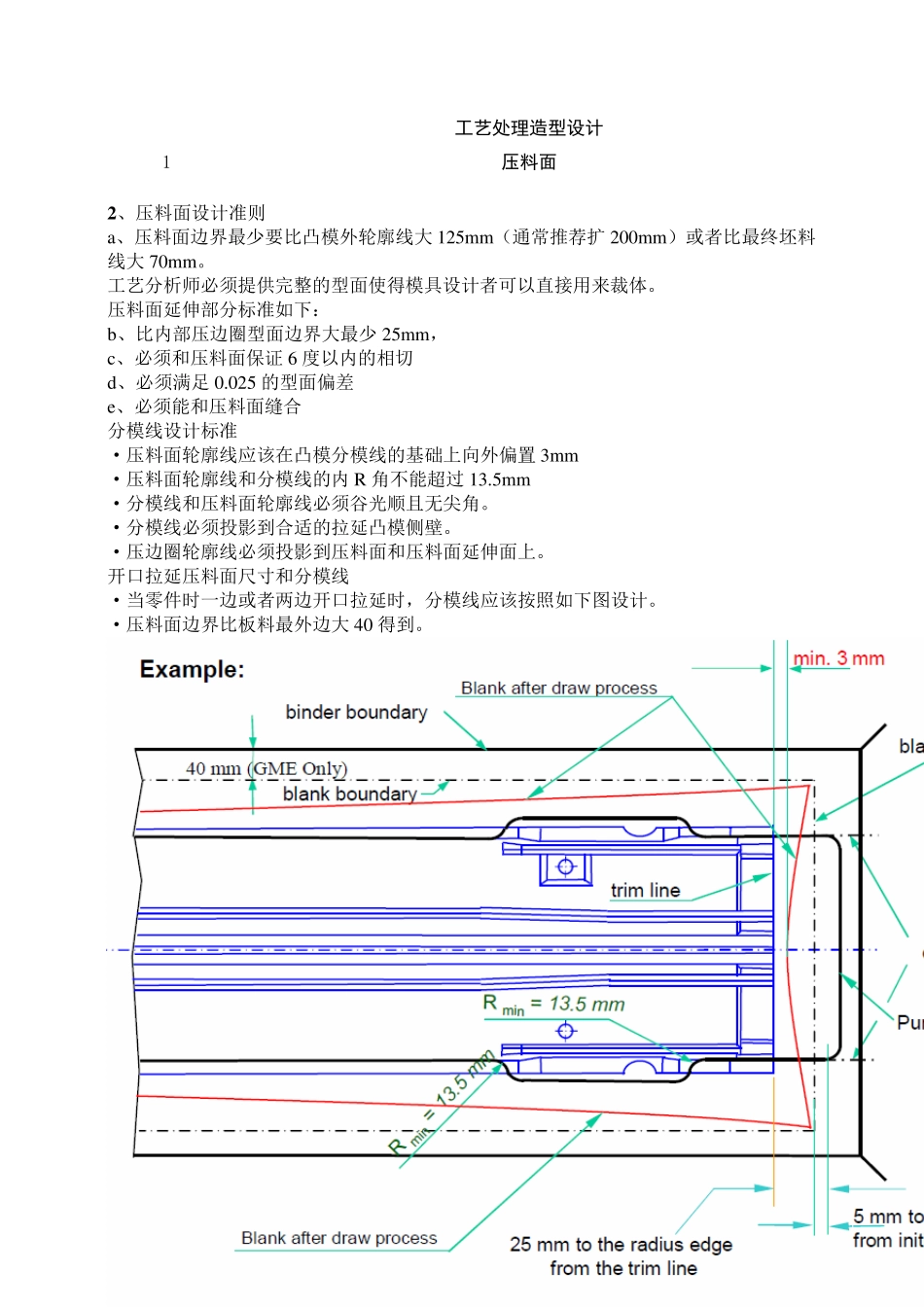
05L0>L1 工艺处理造型设计 1 压料面 2 、压料面设计准则 a、压料面边界最少要比凸模外轮廓线大125m m (通常推荐扩200m m )或者比最终坯料线大70m m
工艺分析师必须提供完整的型面使得模具设计者可以直接用来裁体
压料面延伸部分标准如下: b、比内部压边圈型面边界大最少25m m , c、必须和压料面保证6 度以内的相切 d、必须满足0
025 的型面偏差 e、必须能和压料面缝合 分