全部通用 冲 压 模 具 检 查 手 册 第1 页 项 目 板件与下模基准侧的红铅粉接触状态如何
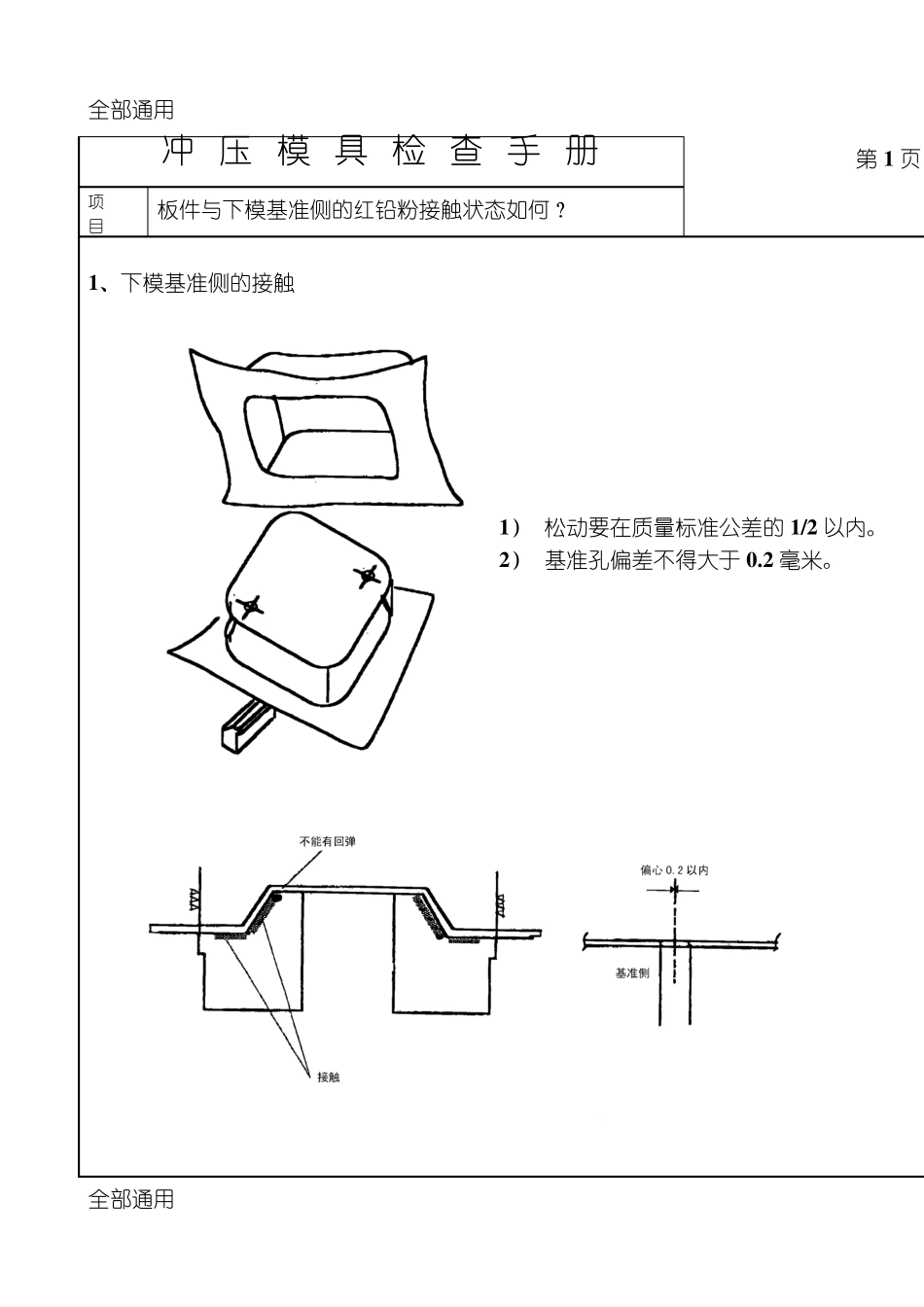
1 、下模基准侧的接触 1 ) 松动要在质量标准公差的1 /2 以内
2 ) 基准孔偏差不得大于 0
全部通用 冲 压 模 具 检 查 手 册 第2 页 项 目 板件与压料板控制部位的接触如何
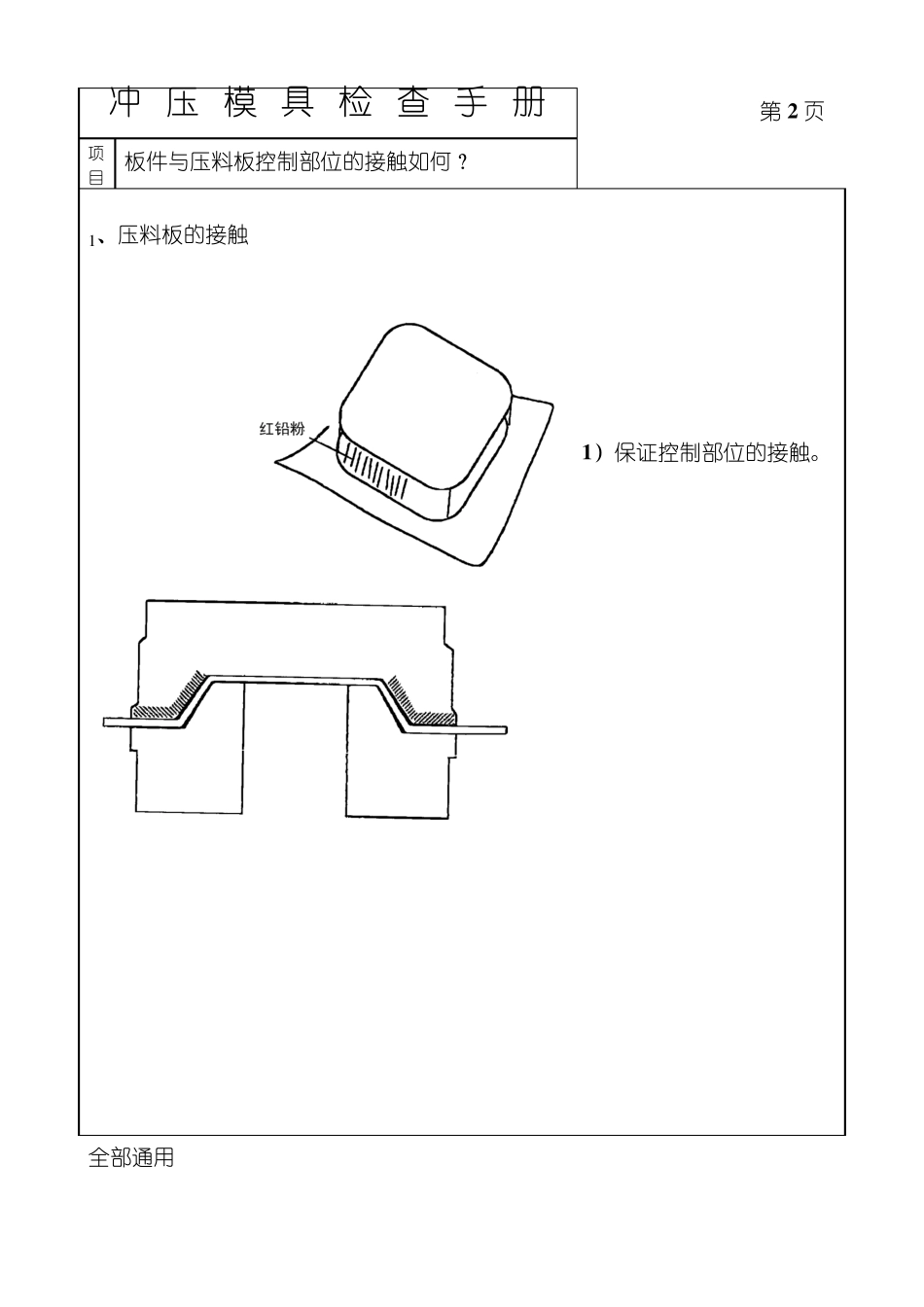
1、压料板的接触 1 )保证控制部位的接触
全部通用 冲 压 模 具 检 查 手 册 第3 页 项 目 排油、排气孔如何
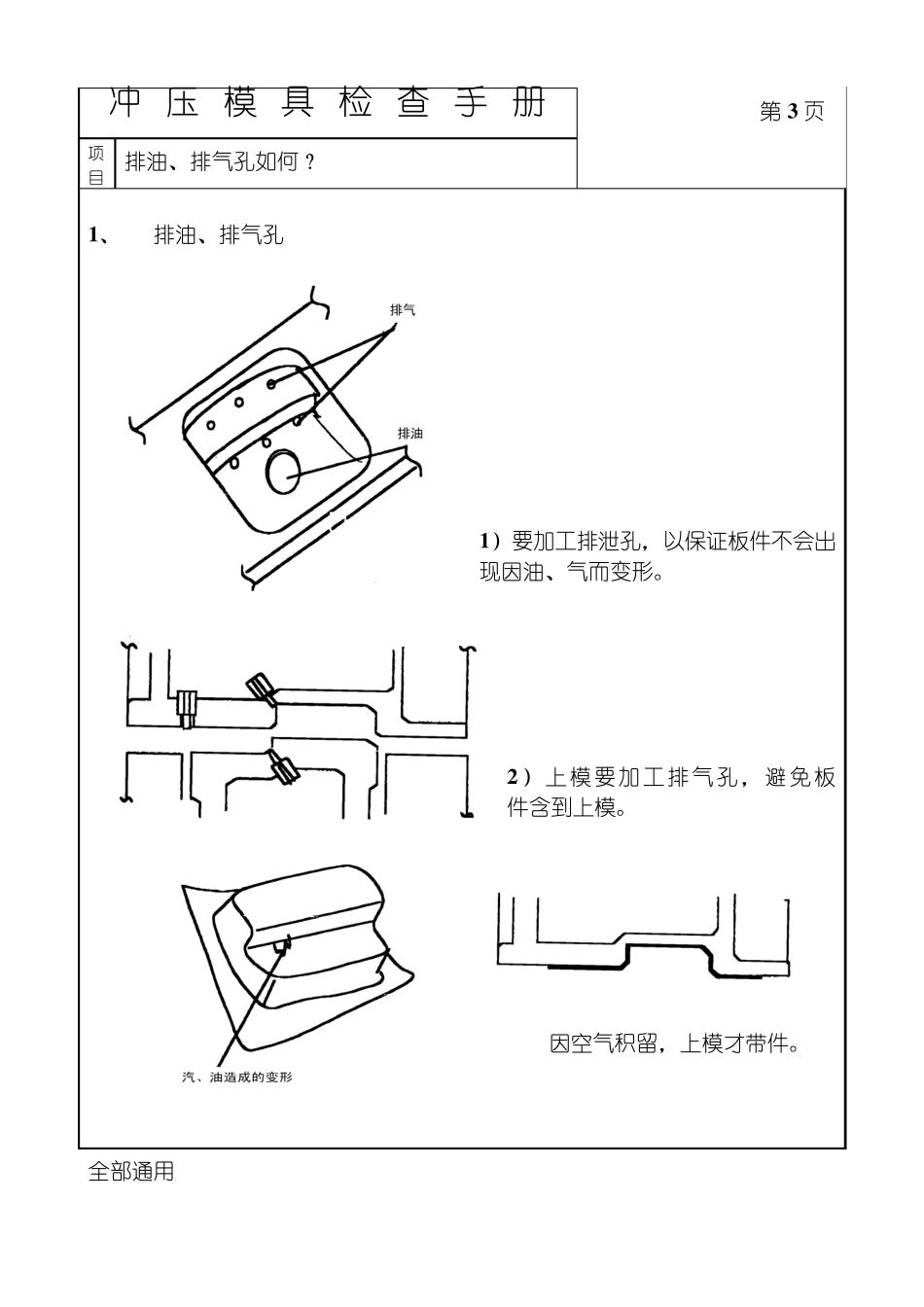
1 、 排油、排气孔 1 )要加工排泄孔,以保证板件不会出现因油、气而变形
2 )上模要加工排气孔,避免板 件含到上模
因空气积留,上模才带件
全部通用 冲 压 模 具 检 查 手 册 第4 页 项 目 控制皱褶面的接触状态是否均匀
1 、 控制皱褶面的接触状况 1 ) 控制面的接触要在□25中全面接触
2 ) 一般面的接触要在□25中均匀地接触一点以上
3 ) 拉深量调整(压延筋调整)后,不能只有压延筋棱角接触
压延筋末端的过渡 4 ) 压延筋末端的过渡要平滑,不能出现皱褶和拉伤
全部通用 冲 压 模 具 检 查 手 册 第5 页 项 目 形状面的精加工是否充分
1、表面粗糙度 成型工序 1) 拉深成型R不可为棱R
2) 压料面不得有砂眼(1毫米以上)
3) 按使用的砂纸号打磨,要达到打磨粗糙度标准
4) 不得高低不平
粗糙度与砂纸号 粗糙度 砂纸号 ▽▽▽▽ 油+油石 ▽▽▽ 300# ▽▽ 180# ▽ 100# ~ 铸造面 全部通用 冲 压 模 具 检 查 手 册 第6 页项 目 压料板与切边镶块、翻边镶块是否有干涉
1、 干涉 1)把压料板落到下摸上,查看 2)压料板侧壁上不得有硬点(拉痕) 干涉部位接触状况
2、 压料板周边间隙 3、 压料板装卸时干涉 (1)因滑块的原因, 压料板落到下摸上时,不得不在