几种造型紧实方法比较 1
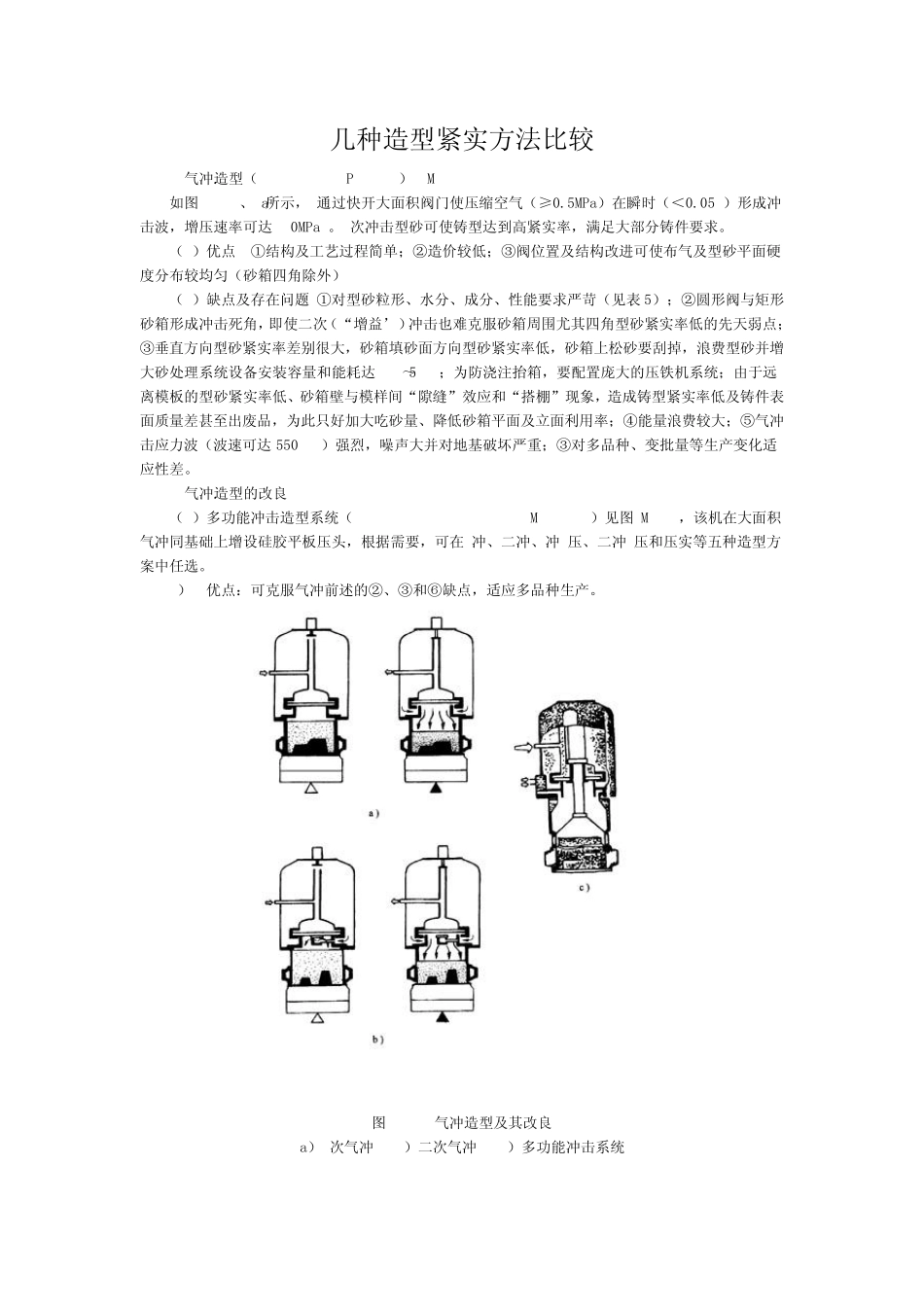
气冲造型(Air ImPulse Molding) 如图8-17a、b所示, 通过快开大面积阀门使压缩空气(≥0
5MPa)在瞬时(<0
05s)形成冲击波,增压速率可达90MPa/s
-次冲击型砂可使铸型达到高紧实率,满足大部分铸件要求
(1)优点 ①结构及工艺过程简单;②造价较低;③阀位置及结构改进可使布气及型砂平面硬度分布较均匀(砂箱四角除外) (2)缺点及存在问题 ①对型砂粒形、水分、成分、性能要求严苛(见表5);②圆形阀与矩形砂箱形成冲击死角,即使二次(“增益’)冲击也难克服砂箱周围尤其四角型砂紧实率低的先天弱点;③垂直方向型砂紧实率差别很大,砂箱填砂面方向型砂紧实率低,砂箱上松砂要刮掉,浪费型砂并增大砂处理系统设备安装容量和能耗达1/5~1/4;为防浇注抬箱,要配置庞大的压铁机系统;由于远离模板的型砂紧实率低、砂箱壁与模样间“隙缝”效应和“搭棚”现象,造成铸型紧实率低及铸件表面质量差甚至出废品,为此只好加大吃砂量、降低砂箱平面及立面利用率;④能量浪费较大;⑤气冲击应力波(波速可达550m/s)强烈,噪声大并对地基破坏严重;③对多品种、变批量等生产变化适应性差
气冲造型的改良 (1)多功能冲击造型系统(Air Impulse Molding Multi-System)见图 8-17c,该机在大面积气冲同基础上增设硅胶平板压头,根据需要,可在-冲、二冲、冲-压、二冲-压和压实等五种造型方案中任选
1) 优点:可克服气冲前述的②、③和⑥缺点,适应多品种生产
图8-17 气冲造型及其改良 a)-次气冲 b)二次气冲 c)多功能冲击系统 2)缺点:使气冲造型机变得复杂、造价高,能耗高、噪声大和破坏基础的缺点依然存在
(2)气动力冲击造型(Air Dynamic Shock Moldng)紧实单元由气动-液压缸操纵的驱动装置和紧实冲击