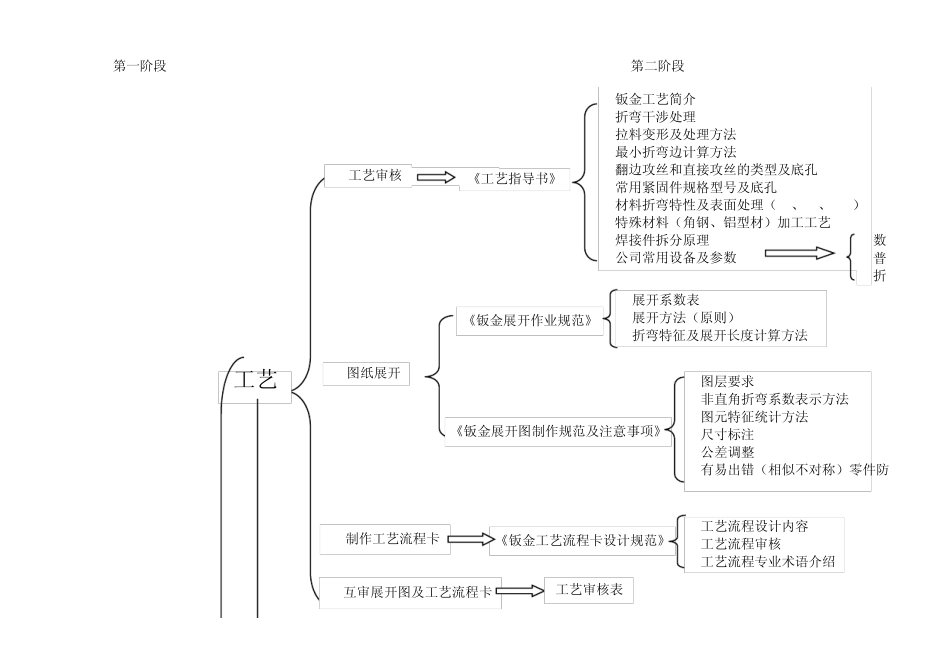
第一阶段第二阶段工艺a
钣金工艺简介b
折弯干涉处理c
拉料变形及处理方法d
最小折弯边计算方法e
翻边攻丝和直接攻丝的类型及底孔f
常用紧固件规格型号及底孔g
材料折弯特性及表面处理(AL、CU、SUS)h
特殊材料(角钢、铝型材)加工工艺i
焊接件拆分原理j
公司常用设备及参数《工艺指导书》1
图纸展开《钣金展开作业规范》a
展开系数表b
展开方法(原则)c
折弯特征及展开长度计算方法《钣金展开图制作规范及注意事项》a
非直角折弯系数表示方法c
图元特征统计方法d
有易出错(相似不对称)零件防《钣金工艺流程卡设计规范》a
工艺流程设计内容b
工艺流程审核c
工艺流程专业术语介绍1
制作工艺流程卡4
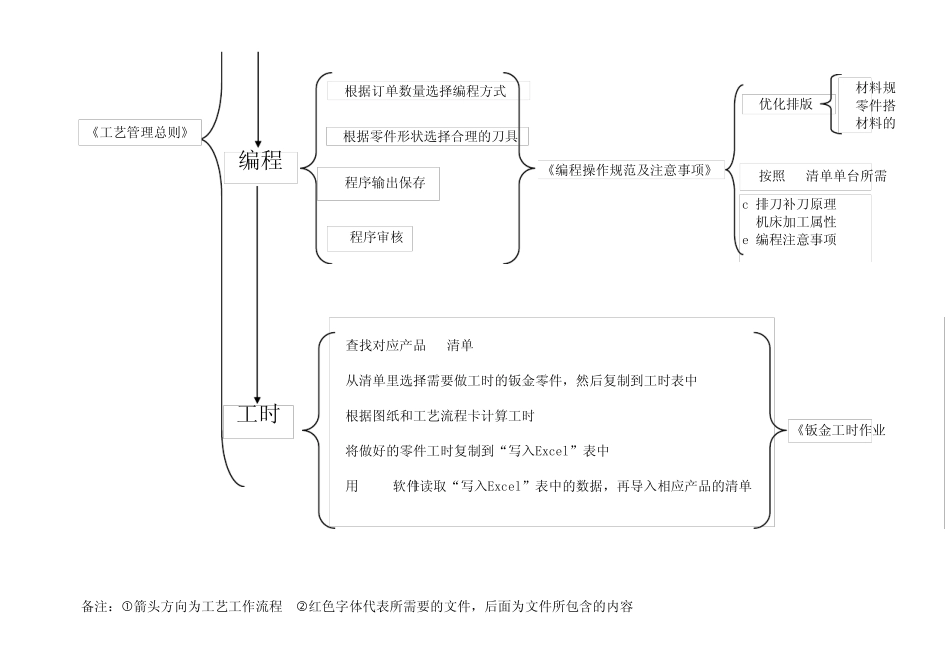
互审展开图及工艺流程卡工艺审核表备注:箭头方向为工艺工作流程 红色字体代表所需要的文件,后面为文件所包含的内容编程2
根据零件形状选择合理的刀具1
根据订单数量选择编程方式c
排刀补刀原理d
机床加工属性e
编程注意事项a
按照BOM清单单台所需《编程操作规范及注意事项》3
程序输出保存1
材料的《工艺管理总则》工时4
查找对应产品BOM清单2
从清单里选择需要做工时的钣金零件,然后复制到工时表中3
根据图纸和工艺流程卡计算工时4
将做好的零件工时复制到“写入Excel”表中5
用Mysql软件读取“写入Excel”表中的数据,再导入相应产品的清单《钣金工时作业备注:箭头方向为工艺工作流程 红色字体代表所需要的文件,后面为文件所包含的内容第三阶段)1
数冲模具台账及编码2
普冲模具台账及编码3
折弯模具台账及编码零件防呆处理《工艺标准化》内容台所需零件数量编程材料规格的选择零件搭配合理性材料的利用率a
大零件:做单件程序b
中等零件:按照BOM清单需要数量编程