涂 装 生 产 线 制 造 方 案 第一篇 粉末涂装生产设计基本条件 总体设计方案 涂装工件要求: 序号 名称 内容 A 工件类型 五金配件﹑钣金件 B 最大尺寸 L2000×W800×H1000(mm) C 工件材质 金属材料 设计要求: A 涂装类别 内容 B 设计生产链速 V=2
5m/min C 悬链调速范围 V=0
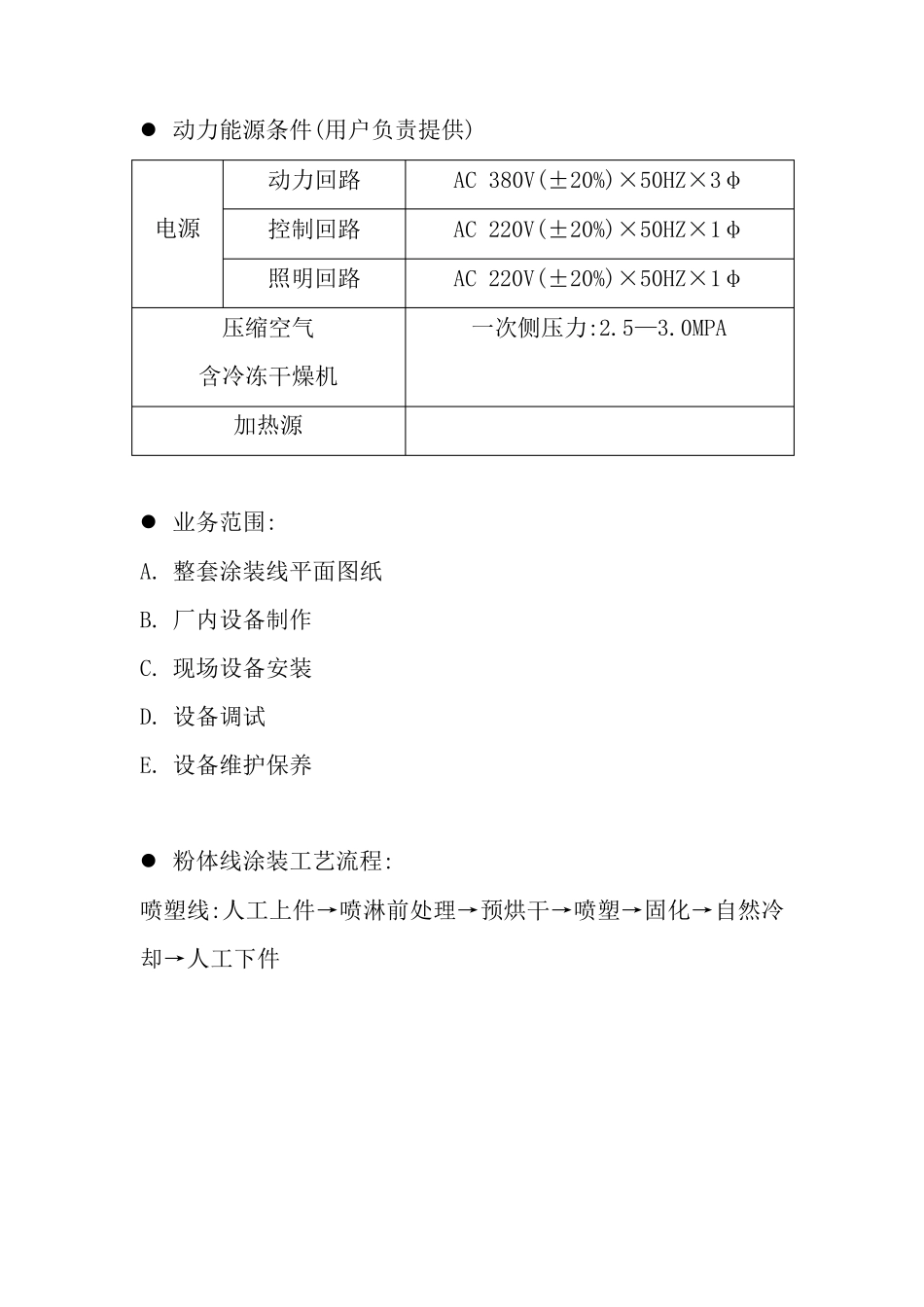
0m/min D 工作日制 12h/day E 吊具间距 200mm F 每挂最大重量 ≤30kg G 每吊挂工件数量 1 挂 H 工件吊装方式 空中悬挂连续运转,两点吊挂 动力能源条件(用户负责提供) 电源 动力回路 AC 380V(±20%)×50HZ×3φ 控制回路 AC 220V(±20%)×50HZ×1φ 照明回路 AC 220V(±20%)×50HZ×1φ 压缩空气 含冷冻干燥机 一次侧压力:2
0MPA 加热源 业务范围: A
整套涂装线平面图纸 B
厂内设备制作 C
现场设备安装 D
设备调试 E
设备维护保养 粉体线涂装工艺流程: 喷塑线:人工上件→喷淋前处理→预烘干→喷塑→固化→自然冷却→人工下件 流水线工艺参数表: 序号 工艺名称 工艺时间(S) 工艺温度(℃) 其它 1 上件 / / 人工 2 联合前处理 17min / 自动 3 水份烘干 12min / 温度可调 4 喷粉 / / 手动+自动 5 喷粉固化 20min 180℃ 温度可调 6 自然冷却 15—20min / / 7 下件 / / 人工 所需涂装设备: 序号 名称 数量 1 前处理加热系统 1 套 2 固化烘道 1 套 3 脱水烘道 1 套 4 全自动喷粉粉房 1 套 5 QXG200 型悬吊输送链 1 套 6 加热系统 2 套 7 柴油加热系统 3 套 8 电气控制系统 5 套 第二篇:前处理系统 数量:1