1产品信息PartnamecapPrpductNo15K9
22-23Dpartdatenamedate2016-09-27ResinnamePOMNo
ofcavities1*4RunnersystemcoldrunnerGatetypesubgatePartweight14
5449gMoldtype2plateMachinetonnagedesign90TAnalsisprojectfill+pack+warpTotalprojectedarea37
7799cm^2partvolume10
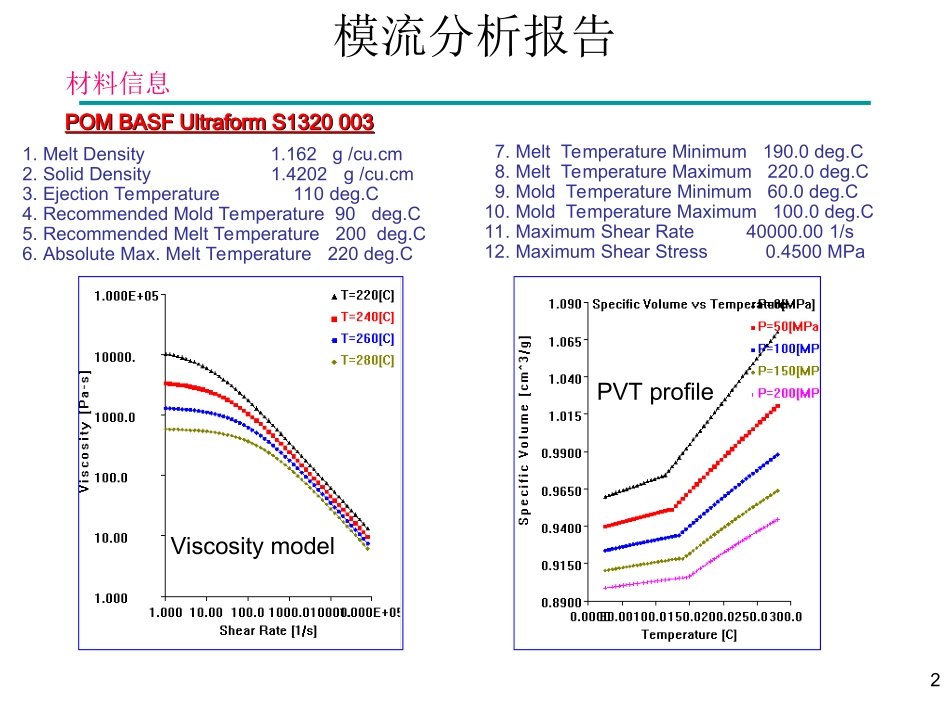
9995cm^3MFbydate模流分析报告2ViscositymodelPVTprofile1
MeltDensity1
162g/cu
SolidDensity1
4202g/cu
EjectionTemperature110deg
RecommendedMoldTemperature90deg
RecommendedMeltTemperature200deg
AbsoluteMax
MeltTemperature220deg
MeltTemperatureMinimum190
MeltTemperatureMaximum220
MoldTemperatureMinimum60
MoldTemperatureMaximum100
MaximumShearRate40000
001/s12
MaximumShearStress0
4500MPaPOMBASFUltraformS1320003POMBASFUltraformS1320003模流分析报告材料信息3注塑机台选择InjectionmoldingmachinemodelsHTF90W1/J5Machineparam