1欢迎下载主要零部件的制造㈠筒体的制造如前所述, 筒体是整个尿素合成塔的主要部分
筒体由许多筒节组焊成, 就拿φ 2
8m×36m尿素合成塔(多层包扎式)为例,筒体共分11 节,其中 10 节长2980mm,1 个筒节 1800mm,总长度 31600mm
每一个筒节都是由外层层板、盲层和衬里内筒组成,它们的制造工艺过程简要叙述如下:1)内筒内筒的制造工艺过程是:⑴原料检验 (包括腐蚀试验和机械性能试验)→⑵按内筒展开周长划线、留有切割量和卷圆带头直边量→⑶标志移植
将材料牌号、 炉批号、 板号或其本厂代号,用不含氯离子或金属养料的记号笔(可防水而不褪色) 抄写到将要下料的板面上→⑷剪切下料→⑸在卷板机上卷圆,当两头弯曲圆度达到要求后取下
注意:卷板机应专用,上辊不能有焊渣、焊瘤,最好在上辊套一不锈钢套筒
避免衬里内筒卷制过程中压出麻点或划伤以及铁离子污染
→⑹在专用的夹具上切除两端直边余料并刨出纵焊缝坡口→⑺纵向焊缝坡口表面着色探伤
不得有裂纹或夹层现象
→⑻重新放在卷板机上进一步卷圆,使纵缝合拢→⑼在卷板机上将纵缝点焊固定
应采用评定合格的焊条, 注意不能将焊渣掉到上辊表面
→⑽从卷板机上取下,由于筒体直径较大,厚度(一般6~8mm)较薄,刚度不足,容易变形,因此内筒必须用支撑件撑圆固定
→⑾将筒体放在专用的夹具上进行纵焊缝焊接(带焊接试板) →⑿焊缝铁素体测定
要求每一根焊条焊接长度上测一点(铁素体≤ 0
6%)以防止用错了焊条或偏离焊接规范
→⒀焊缝表面着色探伤,不得有夹渣、 裂纹和气孔→⒁纵焊缝X 光探伤检查
由于衬里的内筒主要是起耐腐蚀作用, 焊缝是薄弱环节, 微小的孔洞将造成严重的危害
因此 X 光探伤的验收标准不同于一般受压容器的标准
除按JB4730 的 I 级片外,还不允许有柱状小气孔出现
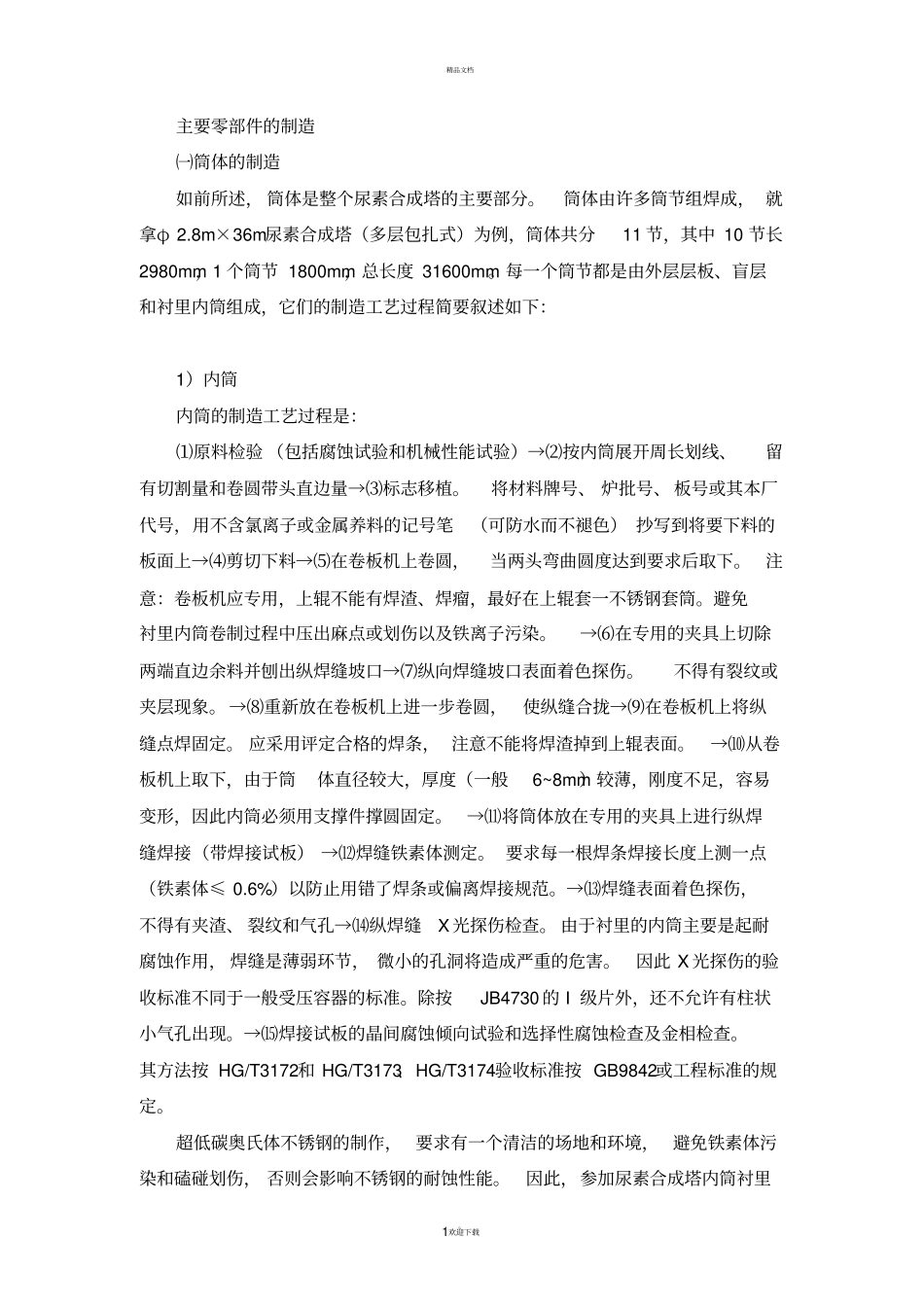
→⒂焊接试板的晶间腐蚀倾向试验和选择性腐蚀检查