通用施工技术文件 编号: SPI/CM-ZD-HJ-002 文件类型 文件页数 附件页数 版次 修订说明 受控编号 7 2 第一版 碳钢及低合金钢焊接作业指导书 第一版 2005
28 2005
28 米晶英 庄九成 刘卫华 版 次 发布日期 实施日期 编 制 审 核 批 准 上 海 石 化 安 装 检 修工程 公 司 上海石化安装检修工程公司质量体系文件 SPI/CM-ZD-HJ-002 2005年4月28日发布 第2页/共9 页 2005年4月28日执行 1
目的 为保证碳钢及合金钢的焊接施工和焊接质量,特编制此焊接作业指导书
适用范围 此作业指导书适用于含碳量小于或等于0
30%的碳素钢、低合金结构钢、低温钢、耐热钢和耐热耐蚀高合金钢现场焊接设备和管道的手工电弧焊、氩弧焊、二氧化碳气体保护焊及埋弧焊
引用标准及编制依据 GB 50236—98 《现场设备、工业管道焊接工程施工及验收规范》 JB/T4709—2000 《钢制压力容器焊接规程》 ASME 第二卷 C篇 焊丝、焊条及填充金属 4
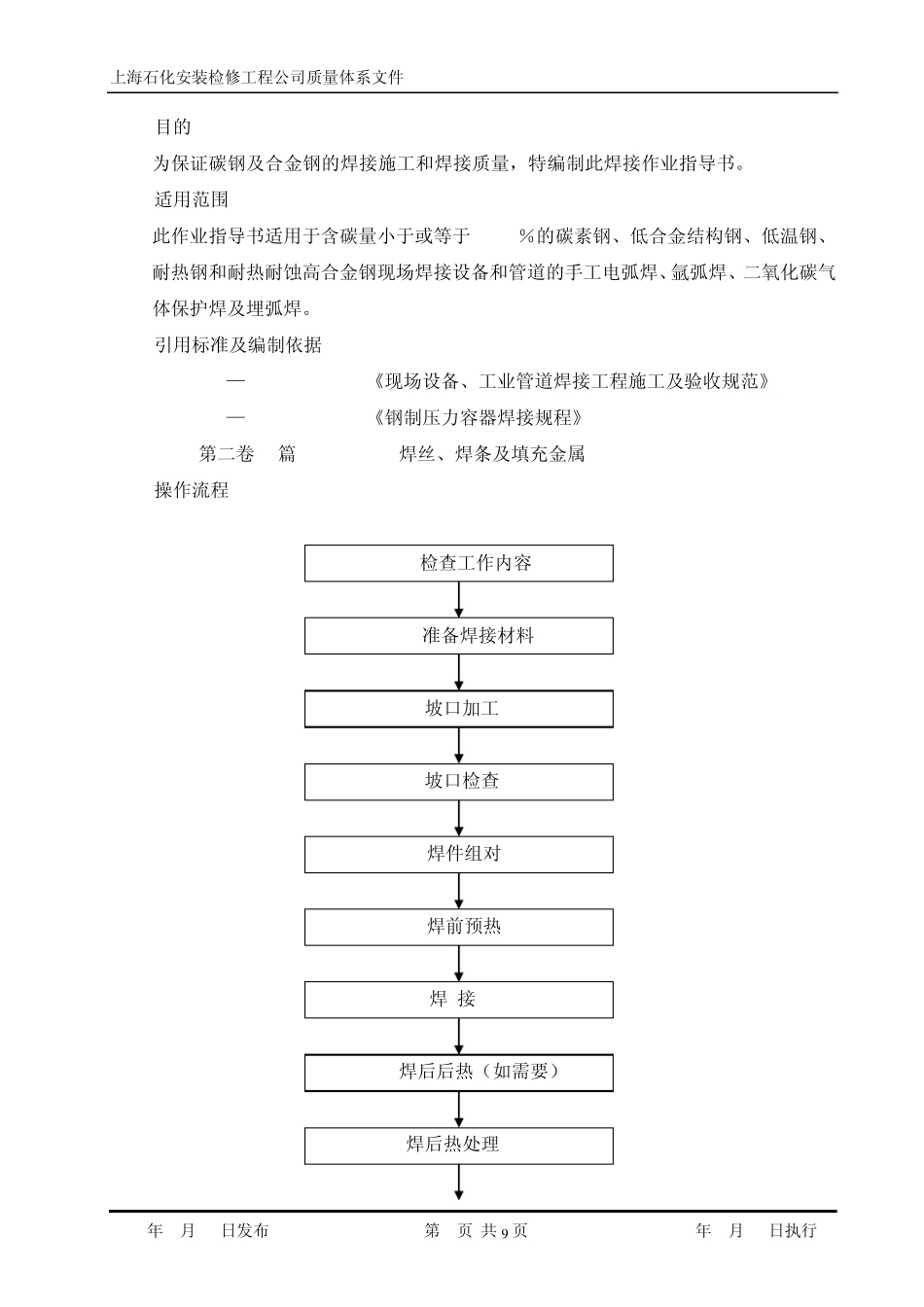
操作流程 5
2准备焊接材料 5
5 焊件组对 5
6 焊前预热 5
1检查工作内容 5
3坡口加工 5
4坡口检查 5
7 焊 接 5
8 焊后后热(如需要) 5
9焊后热处理 上海石化安装检修工程公司质量体系文件 SPI/CM-ZD-HJ-002 2005年4月28日发布 第3页/共9 页 2005年4月28日执行 5
施工程序及技术要求 5
1 检查工作内容先决条件 5
1焊接技术人员应由中专及以上学历,有一年以上焊接生产实践的人员担任
焊接技术人员应负责编制焊接工艺评定和焊接技术措施,指导焊接作业,参与焊接质量管理,处理焊接技术问题,整理焊接技术资料
2焊工必须按规定进行考试,合格后方可上岗(附表1:合