编制说明 1
1 本方案适用于我公司承担的华鲁恒升大氮肥装置依据设计文件及规范要求需热处理的管道
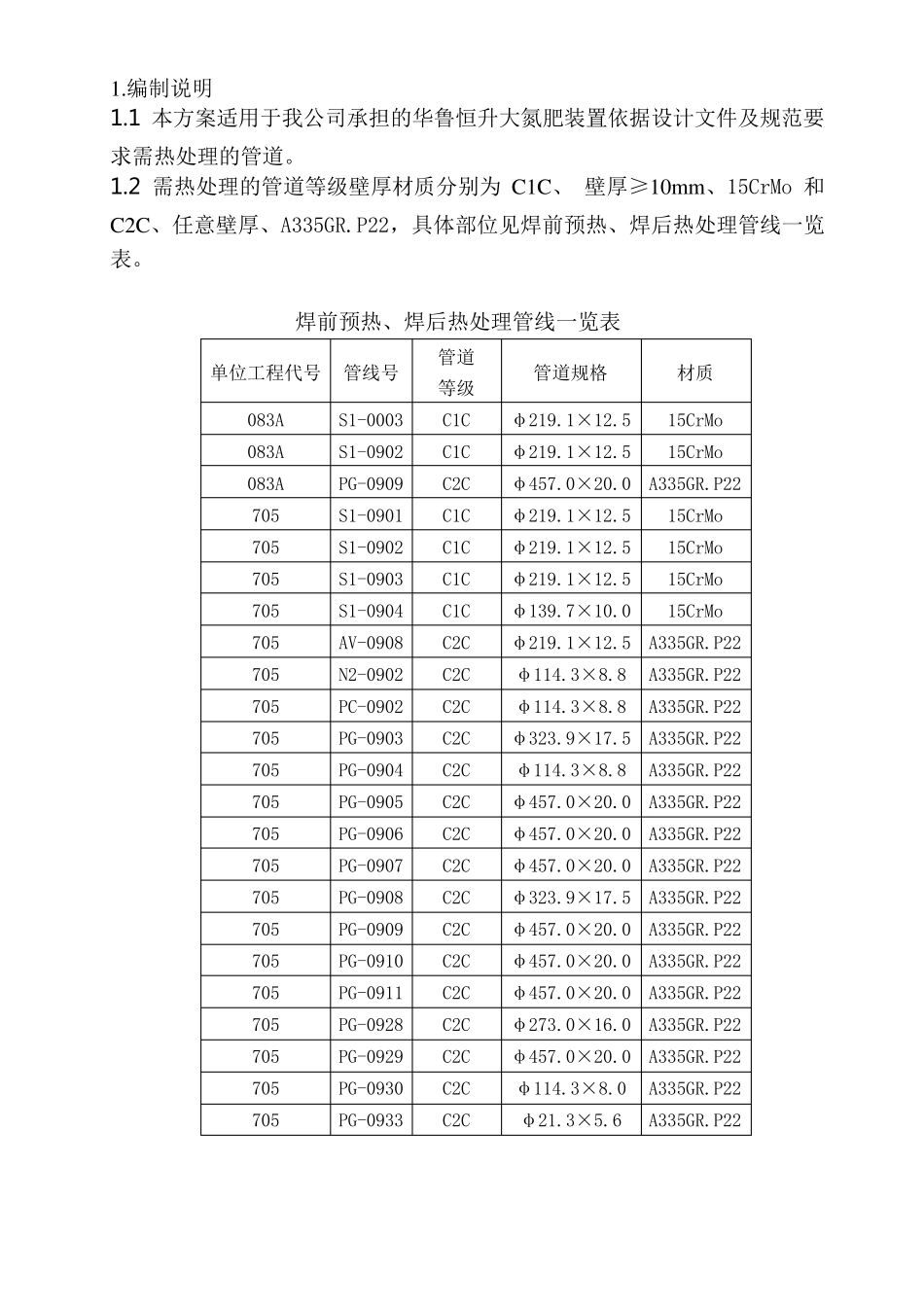
2 需热处理的管道等级壁厚材质分别为C1C、 壁厚≥10mm、15CrMo 和C2C、任意壁厚、A335GR
P22,具体部位见焊前预热、焊后热处理管线一览表
焊前预热、焊后热处理管线一览表 单位工程代号 管线号 管道 等级 管道规格 材质 083A S1-0003 C1C φ219
5 15CrMo 083A S1-0902 C1C φ219
5 15CrMo 083A PG-0909 C2C φ457
0 A335GR
P22 705 S1-0901 C1C φ219
5 15CrMo 705 S1-0902 C1C φ219
5 15CrMo 705 S1-0903 C1C φ219
5 15CrMo 705 S1-0904 C1C φ139
0 15CrMo 705 AV-0908 C2C φ219
5 A335GR
P22 705 N2-0902 C2C φ114
8 A335GR
P22 705 PC-0902 C2C φ114
8 A335GR
P22 705 PG-0903 C2C φ323
5 A335GR
P22 705 PG-0904 C2C φ114
8 A335GR
P22 705 PG-0905 C2C φ457
0 A335GR
P22 705 PG-0906 C2C φ457
0 A335GR
P22 705 PG-0907 C2C φ457
0 A335GR
P22 705 PG-0908 C2C φ323
5 A335GR
P22 705 PG-0909 C2C φ457