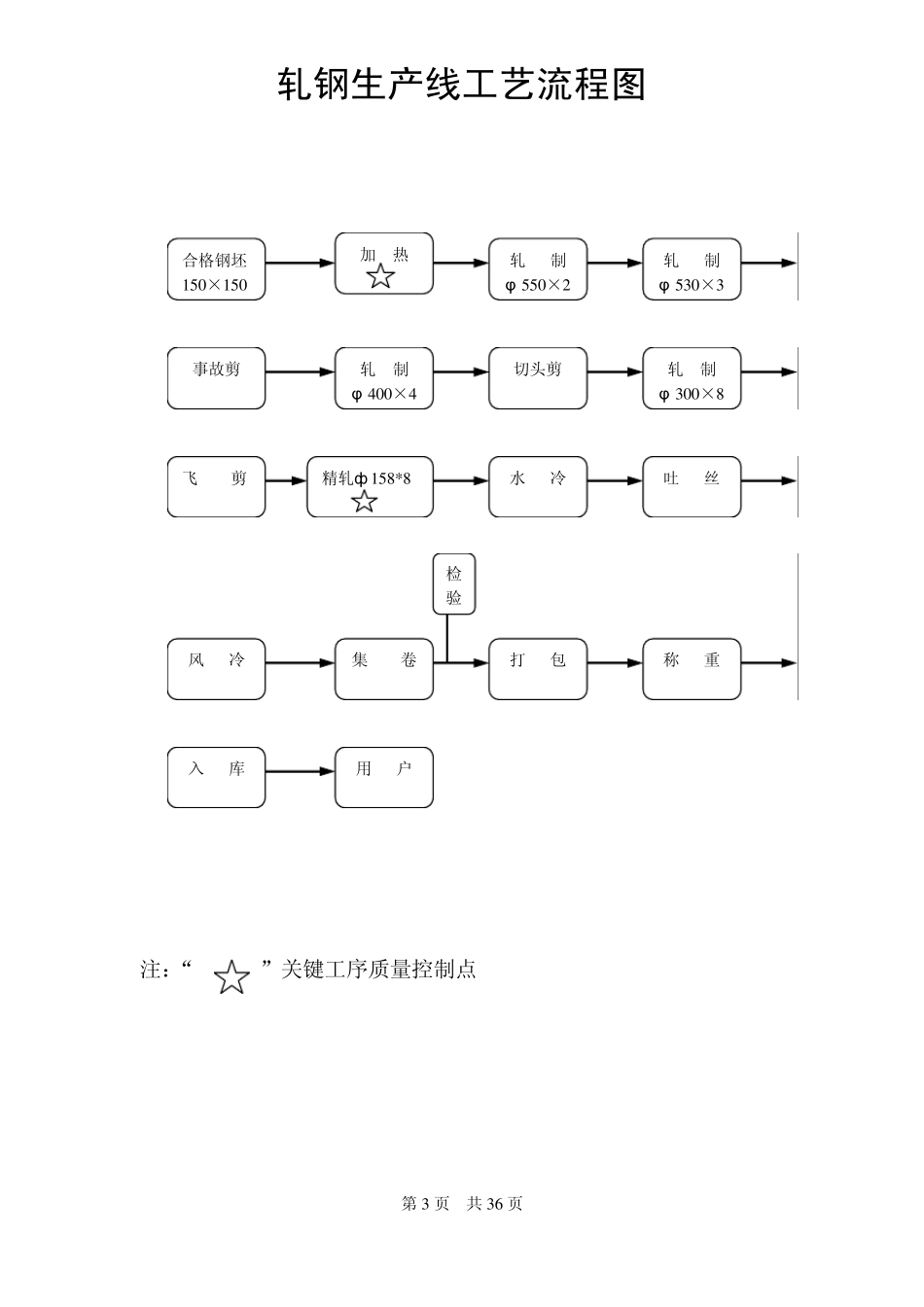
山西长信工业有限公司轧钢厂作业文件 CX-ZY-16-001 A/0 版 工艺操作规程 受控状态: 编制部门:轧钢厂 审 核 人:荣 鑫 批 准 人:常元光 2013-7-2 批准 2013-7-10 实施 第2 页 共36 页 更改状态表 版本号 修改号 修改条款 修改页码 批准人 实施日期 A 版 0 发布 - 常元光 2013-7-10 第3 页 共3 6 页 合格钢坯 1 5 0 ×1 5 0 轧 制 φ 5 5 0 ×2 轧 制 φ 5 3 0 ×3 事故剪 轧 制 φ 4 0 0 ×4 切头剪 轧 制 φ 3 0 0 ×8 飞 剪 水 冷 吐 丝 风 冷 集 卷 打 包 称 重 入 库 用 户 检验 加 热 精轧ф 1 5 8 * 8 轧钢生产线工艺流程图 注:“ ”关键工序质量控制点 第4 页 共36 页 轧钢厂作业文件 工 艺 操 作 规 程 CX-ZY-16-001 1 生产工艺流程 连铸坯→上料辊道→排齐→推钢机推入加热炉→加热→出钢机推出→出炉辊道→机前辊道→Φ 550×2→Φ 530×3→卡断剪→Φ 400×4→切头剪→侧活套→Φ 300×8→飞剪→Φ 158×8精轧机组采用45度无扭转摩根轧机→穿水冷却(控轧控冷)→吐丝机→强风冷却→PF钩式输送系统→打包→卸卷→入库堆放
2 原料、产品规格及技术标准 2
1产品名称、规格、技术标准 2
1产品标准名称、规格、国家标准号: 序号 名称 规格 执行标准 1 低碳钢热轧圆盘条 Φ 6—10 GB/T 701-2008 GB/T 14981-2009 GB/T2101-2008 2 热轧光圆钢筋 Φ 6—10 GB 1499
1—2008 GB/T2101-2008 2
2 原料截面尺寸、长度、技术条件: 2
1钢坯截面尺寸及允许偏差: 连铸坯规格(mm2) 边长及允许偏差(mm