PE 热熔焊接作业指导书 一、PE 管热熔全自动焊接作业指导书 1
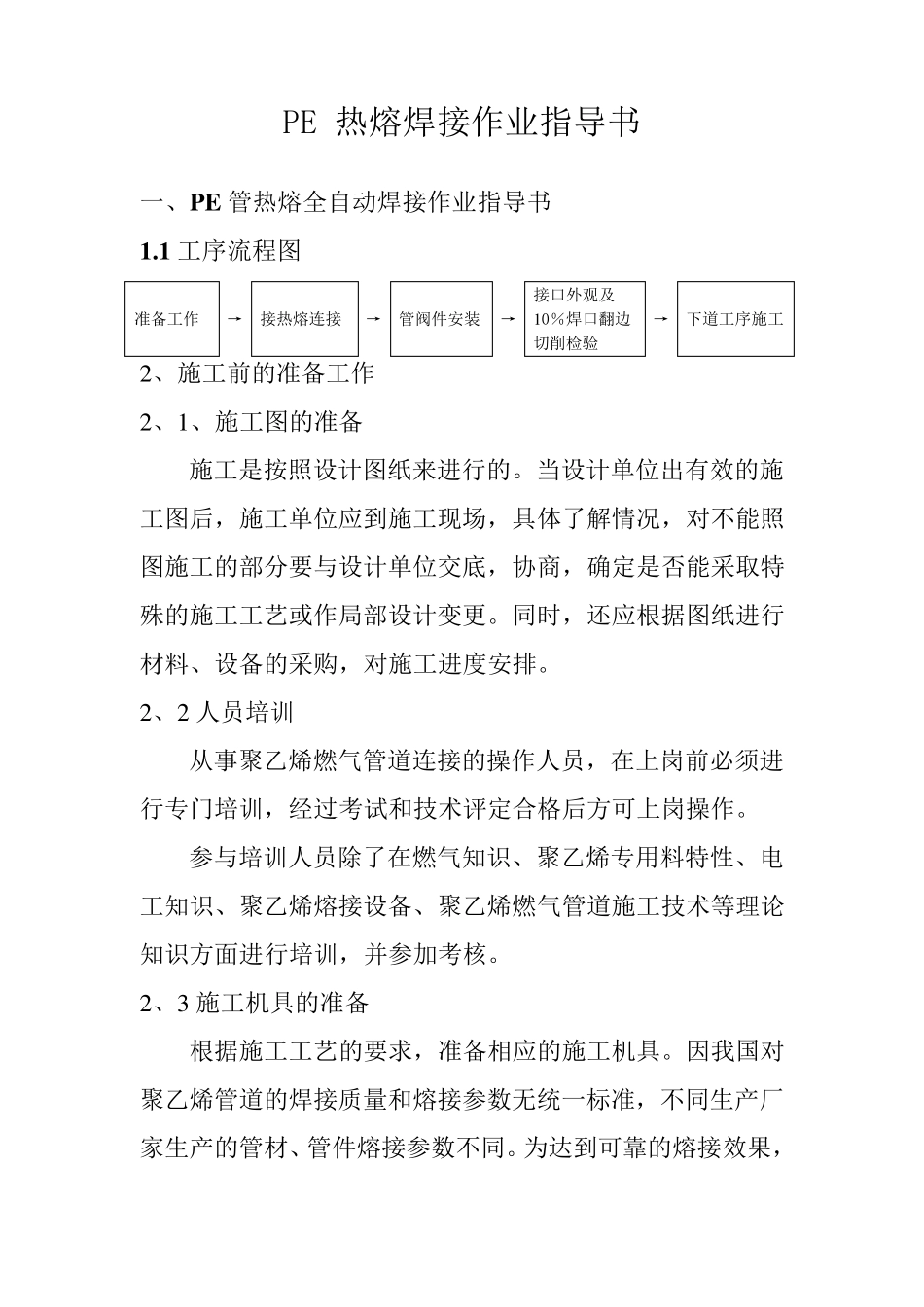
1 工序流程图 准备工作 → 接热熔连接 → 管阀件安装 → 接口外观及1 0%焊口翻边切削检验 → 下道工序施工 2 、施工前的准备工作 2 、1 、施工图的准备 施工是按照设计图纸来进行的
当设计单位出有效的施工图后,施工单位应到施工现场,具体了解情况,对不能照图施工的部分要与设计单位交底,协商,确定是否能采取特殊的施工工艺或作局部设计变更
同时,还应根据图纸进行材料、设备的采购,对施工进度安排
2 、2 人员培训 从事聚乙烯燃气管道连接的操作人员,在上岗前必须进行专门培训,经过考试和技术评定合格后方可上岗操作
参与培训人员除了在燃气知识、聚乙烯专用料特性、电工知识、聚乙烯熔接设备、聚乙烯燃气管道施工技术等理论知识方面进行培训,并参加考核
2 、3 施工机具的准备 根据施工工艺的要求,准备相应的施工机具
因我国对聚乙烯管道的焊接质量和熔接参数无统 一标 准,不同生 产 厂家 生 产 的管材、管件熔接参数不同
为 达 到可靠 的熔接效果 , 在选择设备上还须认真选型,选质量好的产品,在熔接效果上,要可靠许多
施工机具分为电熔焊机和热熔对接焊机两类
热熔焊接所用机具如下: 1、全自动热熔焊机 技术参数:管材直径范围 60~160mm 最大对接压力 43bar 可焊管材料 PE—HD
PP 工作温度 -5℃~+40℃ 2、30Kw 柴油发电机 3、焊缝外观检验尺 3、0 管材、管件的验收 3、1 检查产品有无出厂合格证,出厂检验报告
3、2 对外观进行检查
检查管材内外表面是否清洁光滑,是否有沟槽、画上、凹陷、杂质和颜色不均匀等
3、3 长度检查
管的长度应均匀一致,误差不超过正负 20 mm
逐一检查管口端面是否与管材的轴线垂直,是否存在有气孔
凡长短不同的管材,在未查明原因前应不予验收