P 图 缩 写 Proportion Chart 品率控制图
SPC 控制图-P 图 用于控制对象为不合格品率或合格率等计数值质量指标的场合
常见的不良率有不合格品率、废品率、交货延迟率、缺勤率、差错率等等
5 控 制 图 P 图是用来测量在一批检验项目中不合格品(缺陷)项目的百分数
P 图适用于全检零件或每个时期的检验样本含量不同
6 使 用 条 件 不良品率控制图虽然是用来管制产品之不合格率,但并非适用于所有之不合格率数据
在使用不良品率控制图时,要满足下列条件: 1
发生一件不合格品之机率为固定
前、后产品为独立
如果一件产品为不合格品之机率,是根据前面产品是否为不合格品来决定,则不适合使用P 图
如果不合格品有群聚现象时,也不适用P 图
此问题通常是发生在产品是以组或群之方式制造
例如在制造橡胶产品之化学制程中,如果烤箱之温度设定不正确,则当时所生产之整批产品将具有相当高之不合格率
如果一产品被发现为不合格,则同批之其他产品也将为不合格
7 操作步骤 1
检验并记录数据 2
计算平均不合格品率P 3
计算中心线和控制界限(USL;LSL) 4
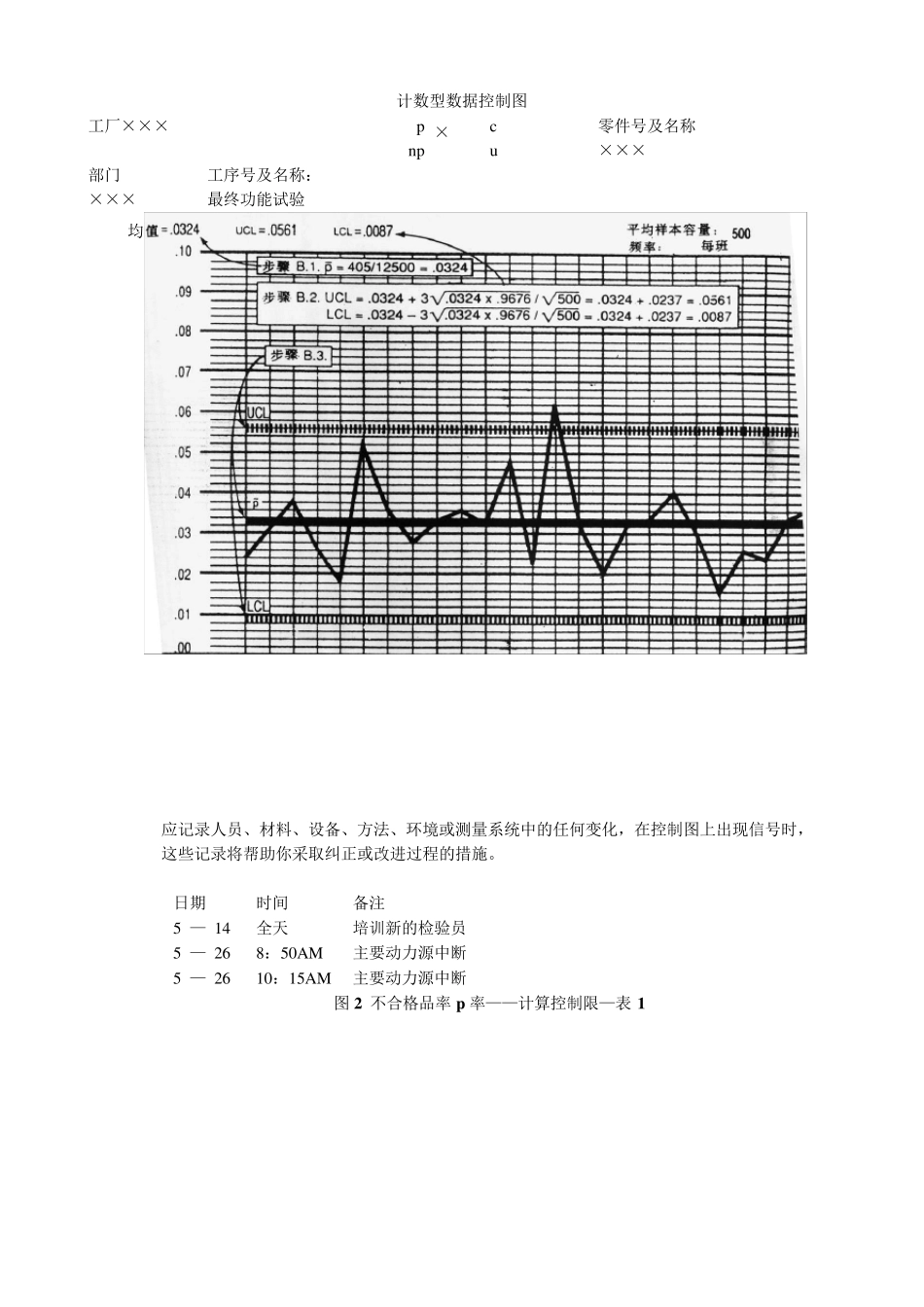
绘制控制图并进行分析 2、下面用不合格率P 图的图表来说明
A、 收集数据 A
1 选择子组的容量,频率及数量(见图2) a
子组容量——用于计数型数据的控制图一般要求较大的子组容量(例如50 到200 或更多)以便检验出性能的一般变化
对于显示可分析的图形的控制图,子组容量应足够大,大到每个组内包括几个不合格品
(例如n p >5)
但是应注意如果每个子组代表很长的一段时间的过程操作,大的子组容量会有不利之处
如果子组容量是恒定的或它们变化不超过±25%是最方便的,但不一定是这样
如果子组容量相对p 来说足够大也是很有好处的,这样能获得下控制限,从而也可以发现由于改进造成的可查明的原因