平行孔系的加工方法平行孔系的主要技术要求是各平行孔中心线之间及中心线与基准面之间的距离尺寸精度和相互位置精度
生产中常采用以下几种方法
找正法找正法是在通用机床上, 借助辅助工具来找正要加工孔的正确位置的加工方法
这种方法加工效率低,一般只适用于单件小批生产
根据找正方法的不同
找正法又可分为以下几种:(l) 划线找正法加工前按照零件图在毛坯上划出各孔的位置轮廓线,然后按划线一一进行加工
划线和找正时间较长, 生产率低,而且加工出来的孔距精度也低,一般在 ±0
5mm 左右
为提高划线找正的精度,往往结合试切法进行
即先按划线找正镗出一孔,再按线将主轴调至第二孔中心, 试镗出一个比图样要小的孔,若不符合图样要求,则根据测量结果更新调整主轴的位置,再进行试镗、测量、调整,如此反复几次,直至达到要求的孔距尺寸
此法虽比单纯的按线找正所得到的孔距精度高, 但孔距精度仍然较低, 且操作的难度较大,生产效率低,适用于单件小批生产
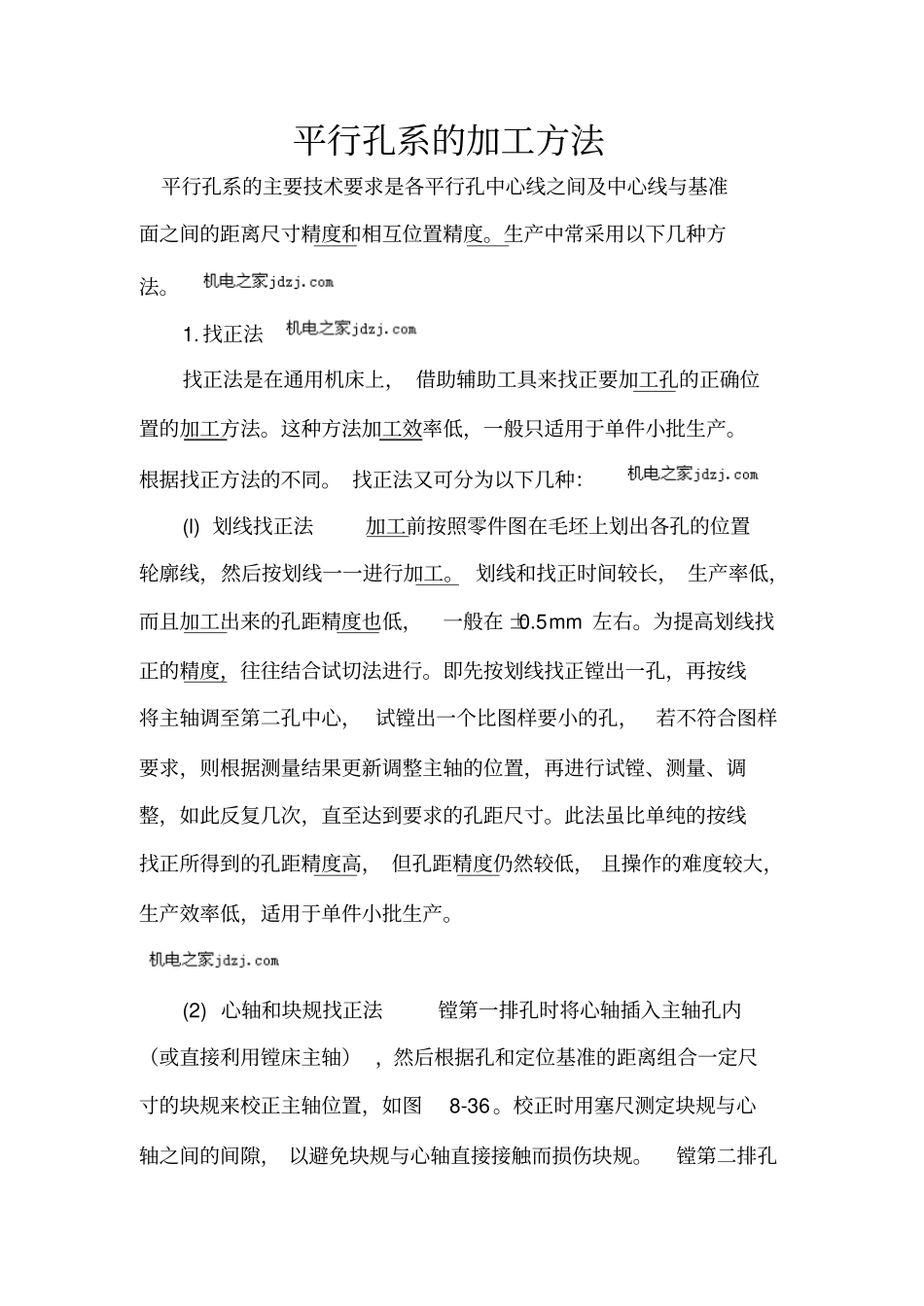
(2) 心轴和块规找正法镗第一排孔时将心轴插入主轴孔内(或直接利用镗床主轴) ,然后根据孔和定位基准的距离组合一定尺寸的块规来校正主轴位置,如图8-36
校正时用塞尺测定块规与心轴之间的间隙, 以避免块规与心轴直接接触而损伤块规
镗第二排孔时,分别在机床主轴和加工孔中插入心轴,采用同样的方法来校正主轴线的位置,以保证孔心距的精度
这种找正法的孔心距精度可达±0
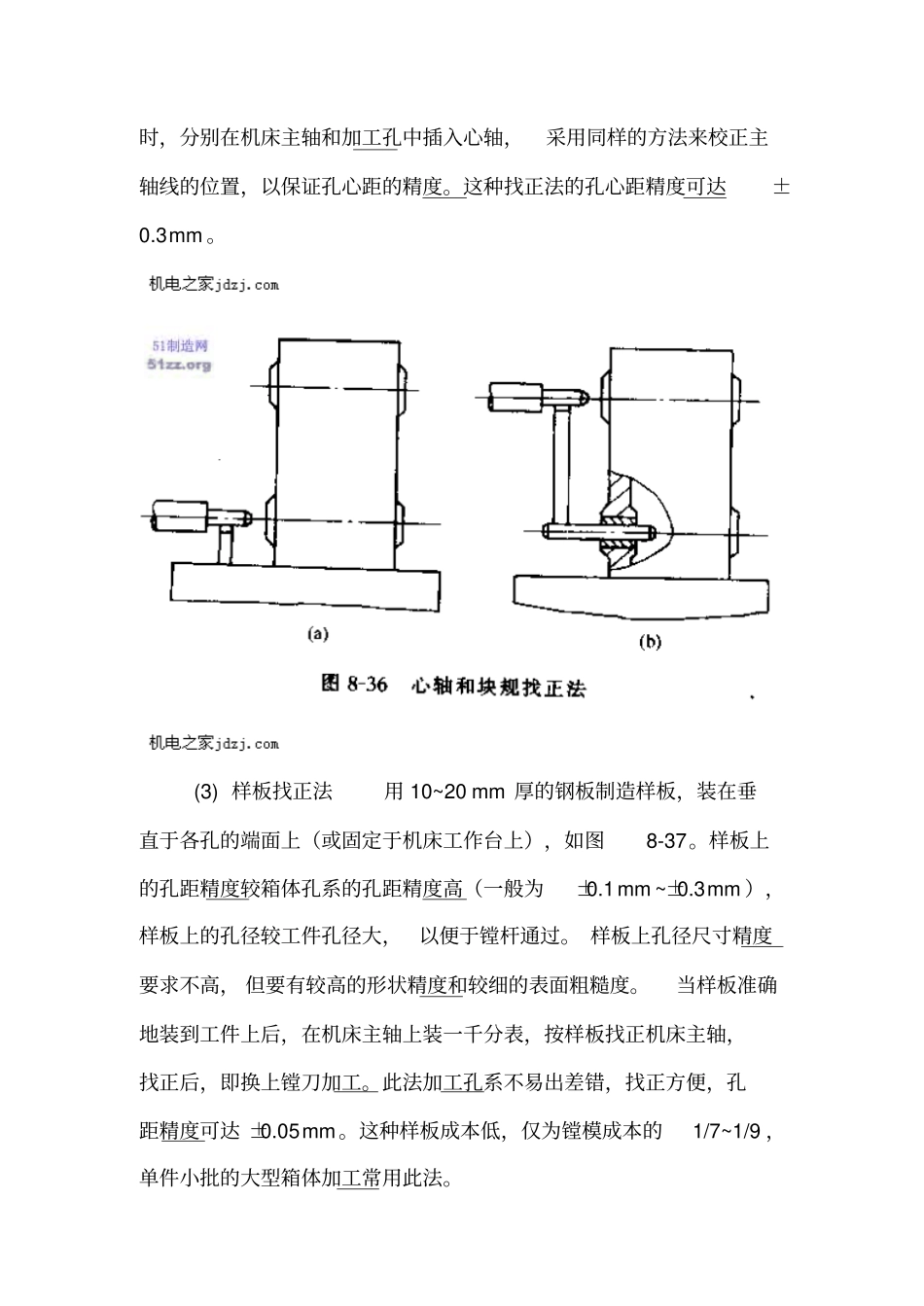
(3) 样板找正法用 10~20 mm 厚的钢板制造样板,装在垂直于各孔的端面上(或固定于机床工作台上),如图8-37
样板上的孔距精度较箱体孔系的孔距精度高(一般为±0
1mm ~±0
3mm ),样板上的孔径较工件孔径大,以便于镗杆通过
样板上孔径尺寸精度要求不高, 但要有较高的形状精度和较细的表面粗糙度
当样板准确地装到工件上后,在机床主轴上装一千分表,按样板找正机床主轴,