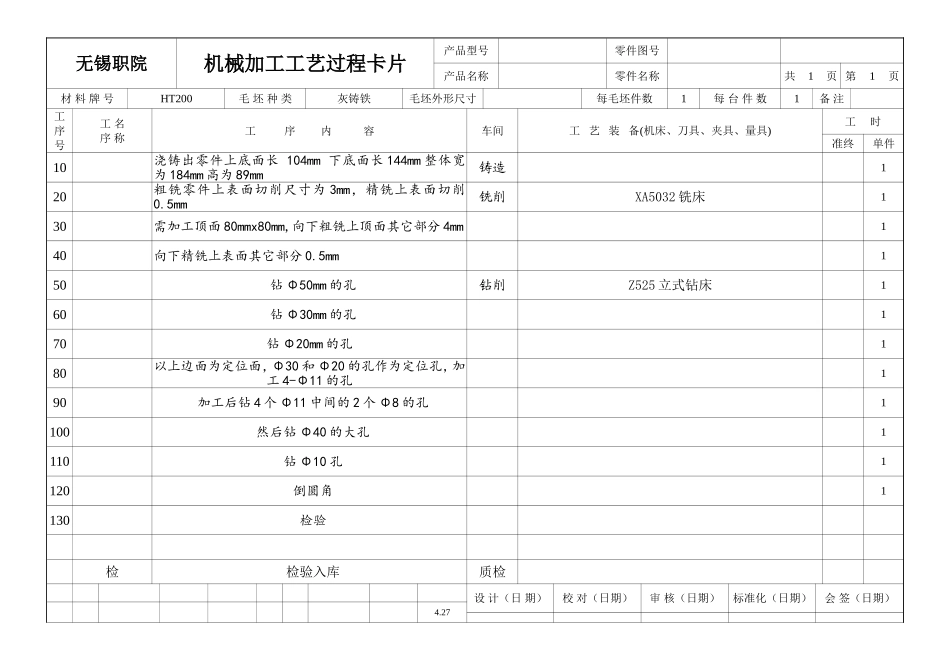
无锡职院机械加工工艺过程卡片产品型号零件图号产品名称零件名称共1页 第1页材 料 牌 号HT200毛 坯 种 类灰铸铁毛坯外形尺寸每毛坯件数1每 台 件 数1备 注 工序号工 名序 称工 序 内 容车间工 艺 装 备(机床、刀具、夹具、量具)工 时准终单件10浇铸出零件上底面长 104mm 下底面长 144mm 整体宽为 184mm 高为 89mm铸造120粗铣零件上表面切削尺寸为 3mm,精铣上表面切削0
5mm铣削XA5032 铣床130需加工顶面 80mmx80mm,向下粗铣上顶面其它部分 4mm140向下精铣上表面其它部分 0
5mm150钻 Φ50mm 的孔钻削Z525 立式钻床160钻 Φ30mm 的孔170钻 Φ20mm 的孔180以上边面为定位面,Φ30 和 Φ20 的孔作为定位孔,加工 4-Φ11 的孔190加工后钻 4 个 Φ11 中间的 2 个 Φ8 的孔1100然后钻 Φ40 的大孔1110钻 Φ10 孔1120倒圆角1130检验检检验入库质检设 计(日 期)校 对(日期)审 核(日期)标准化(日期)会 签(日期)4
27标记 处数 更改文件号签 字日 期标记 处数 更改文件号签 字日 期