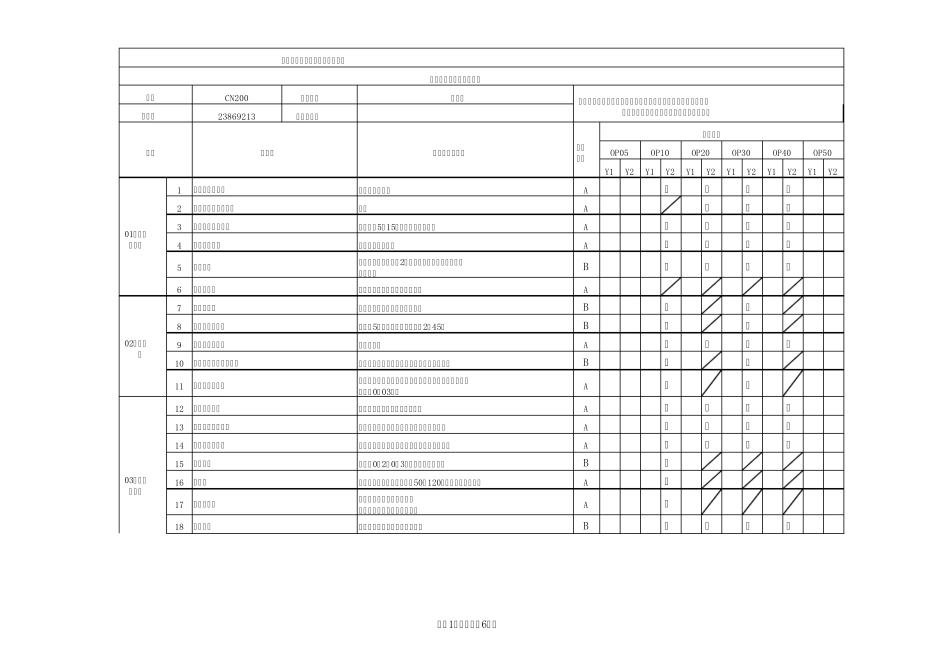
CN200零件名称螺母片23869213模具线名称Y1Y2Y1Y2Y1Y2Y1Y2Y1Y2Y1Y21导板表面无划伤A√√√√2目视A√√√3背托高度5—15mm,与导板无间隙A√√√√4紧固、齐全、完好A√√√√5整体垫片,垫片少于2片,且使用螺钉固定在模具上且无干涉B√√√√6导柱、导套、导板都有防错装置A7定位器安装合理,无磕碰 破损B√√8保证有5mm调整量 倒角2*45°B√√9按规定要求A√√√√10螺钉齐全,螺钉加垫片,有预留销钉安装位置B√√11不允许人工打磨定位键,有螺钉应紧固,齐全 单边间隙≤0
03mmA√√12无裂纹 砂眼 凸凹不平等缺陷A√√√√13无尖角,圆角顺滑,过渡顺滑,无砂眼裂纹A√√√√14按照《冲压模具材质热处理硬度记录表》检查A√√√√15标记高0
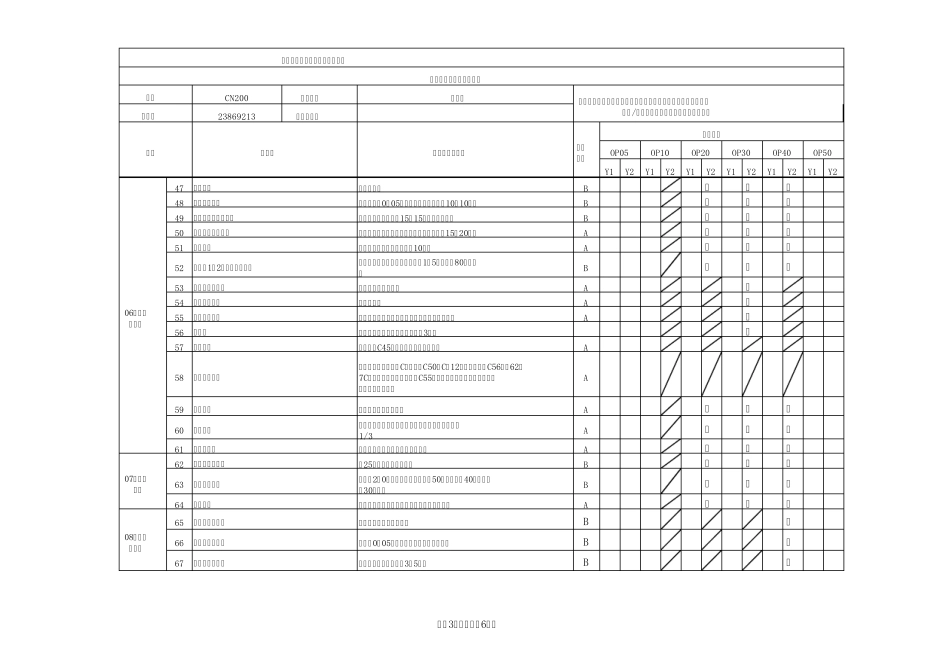
3mm 螺钉固定紧B√16排气孔分布均匀两空间距 50-120mm 排气孔通畅A√17排气管U型,不得高于模座外板件使用排气管+防尘盖板A√18清晰,顺滑,无凸凹不平等缺陷B√√√√备注:符合要求填写“√”,不符合要求填写“×”,不适用填写“/”具体问题填入“模具问题记录表”序号检查项要求及检查要领01导向装置检查02定位部分03型面工作部分型面棱线型面、工作面型面圆角和拉延筋圆角和棱线硬度到底标记排气孔排气管安装导板有防错板料定位器板料定位器让位模具夹紧槽位置板料定位器螺钉 销钉下模凸模定位键OP50导板表面无划伤导柱导套根部无缺陷导板背托安装配合导板安装螺钉导板加垫风险类型 上汽通用五菱汽车股份有限公司冲压模具静态验收检查表项目零件号工序数量OP05OP10OP20OP30OP40第 1 页,共 6 页CN200零件名称螺母片23869213模具线名称Y1Y2Y1Y2Y1Y2Y1Y2Y1Y2Y1Y2备注:符合要求填写“√”,不符合要求填写“×”,不适用填写“/”具体问题填入“模具