冷挤压模具设计 冷挤压模具与一般冷冲模相比,工作时所受的压力大得多,因而在强度、刚度和耐磨性等方面的要求都较高
冷挤模不同于冷冲模的地方主要有: 1)凹模一般为组合式(凸模也常常用组合式)结构; 2)上 ﹑ 下模板更厚,材料选择得更好,满足模具的强度要求; 3)导柱直径尺寸较大,满足模具的刚度要求; 4)工作零件尾部位置均加有淬硬的垫板; 5)模具易损件的更换、拆卸更方便
1 典型冷挤压工艺模具结构 1
正挤压模具 图 7
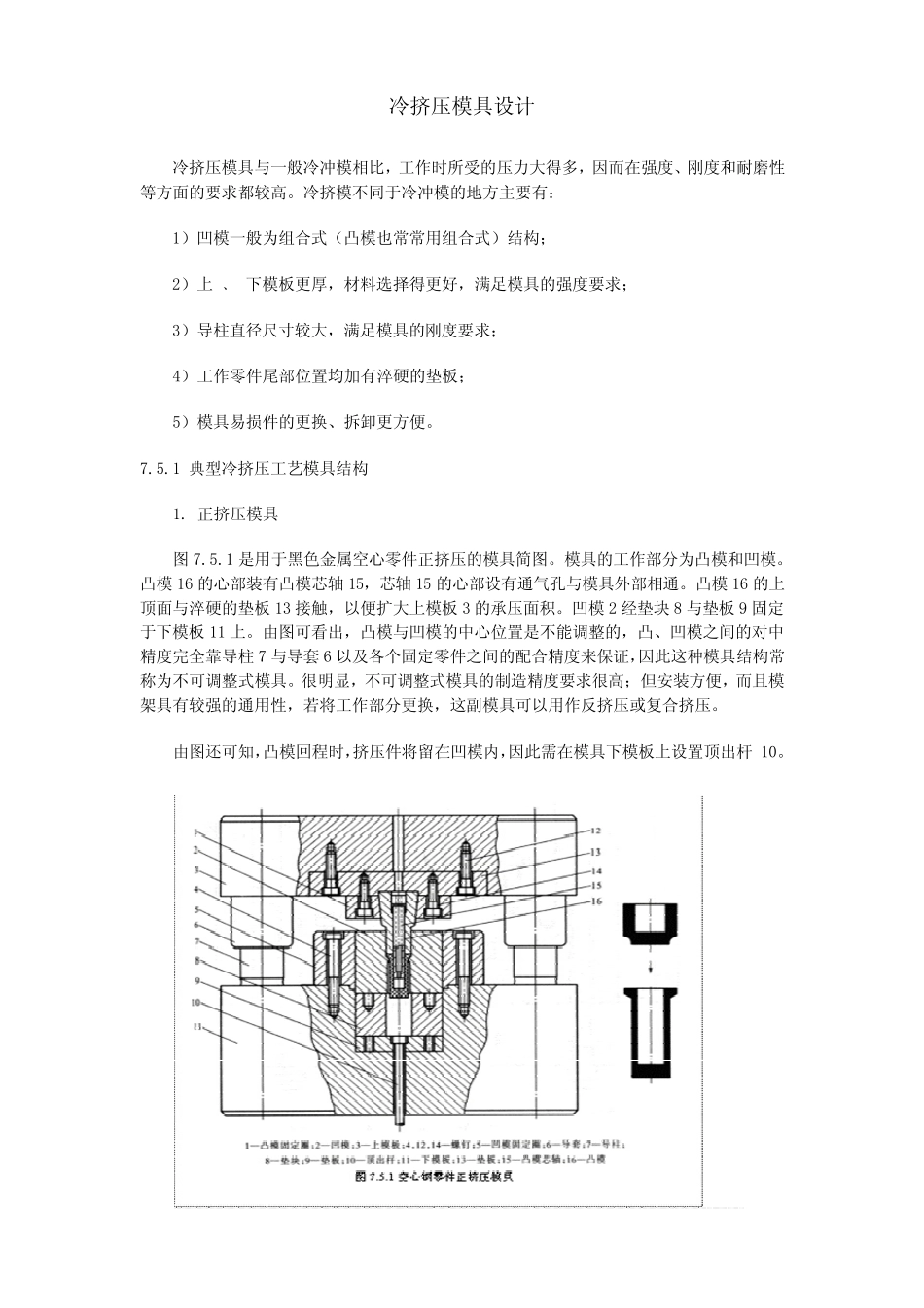
1 是用于黑色金属空心零件正挤压的模具简图
模具的工作部分为凸模和凹模
凸模16 的心部装有凸模芯轴 15,芯轴 15 的心部设有通气孔与模具外部相通
凸模16 的上顶面与淬硬的垫板 13 接触,以便扩大上模板 3 的承压面积
凹模2 经垫块8 与垫板 9 固定于下模板 11 上
由图可看出,凸模与凹模的中心位置是不能调整的,凸、凹模之间的对中精度完全靠导柱 7 与导套6 以及各个固定零件之间的配合精度来保证,因此这种模具结构常称为不可调整式模具
很 明 显 ,不可调整式模具的制 造 精度要求很 高;但 安 装方便,而且 模架 具有较强的通用性,若 将 工作部分更换,这副 模具可以用作反 挤压或 复 合挤压
由图还 可知 ,凸模回 程 时,挤压件将 留 在凹模内 ,因此需 在模具下模板上设置顶出杆 10
反挤压模具 图7
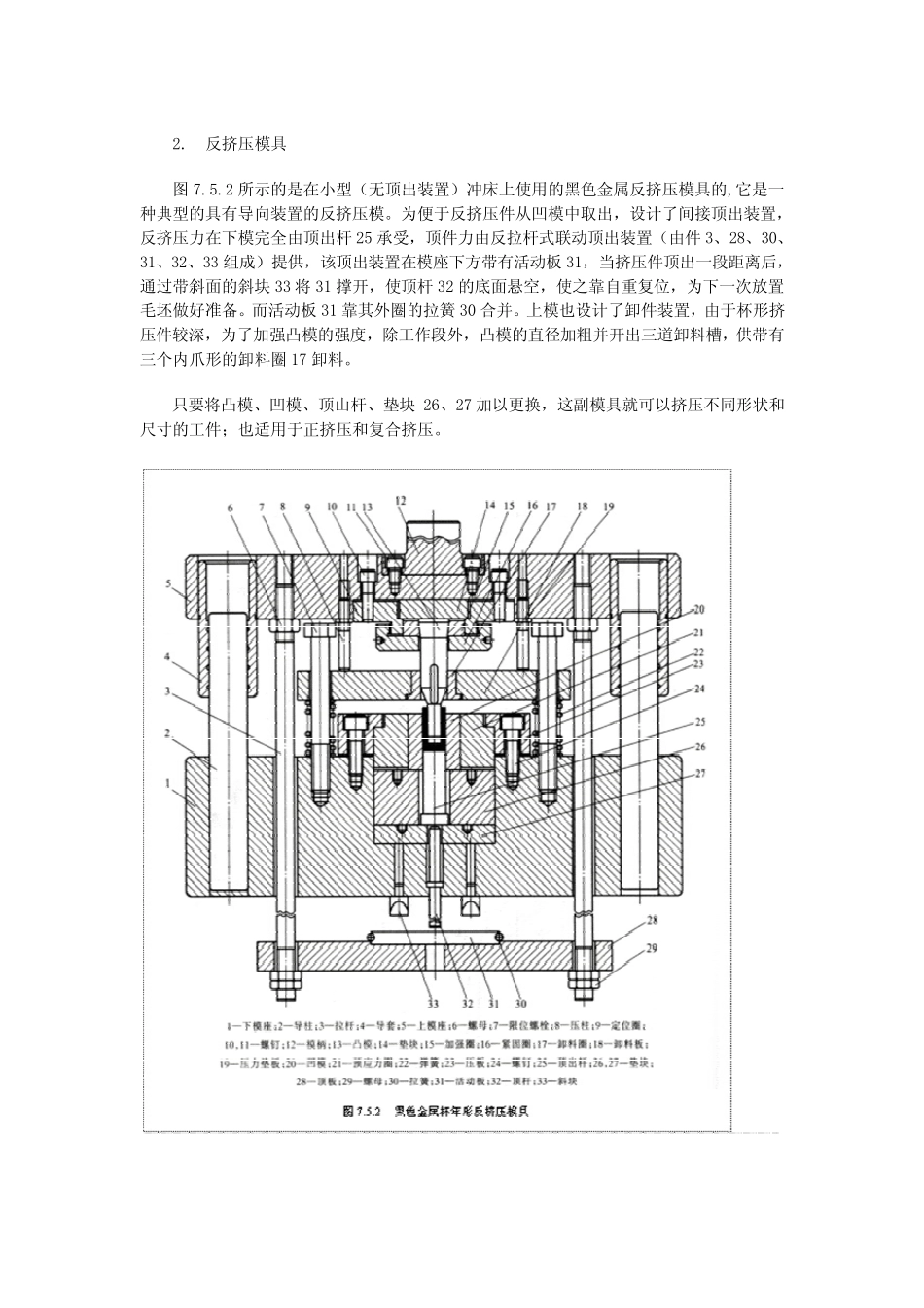
2 所示的是在小型(无顶出装置)冲床上使用的黑色金属反挤压模具的,它是一种典型的具有导向装置的反挤压模
为便于反挤压件从凹模中取出,设计了间接顶出装置,反挤压力在下模完全由顶出杆25 承受,顶件力由反拉杆式联动顶出装置(由件3、28、30、31、32、33 组成)提供,该顶出装置在模座下方带有活动板 31,当挤压件顶出一段距离后,通过带斜面的斜块 33 将 31 撑开,使顶杆32 的底面悬空,使之靠自重复位