刀具半径补偿指令 ——双元制模式实习教案 班级: 第 学年 第 学期 第 周 年 月 日 教学课题 刀具半径补偿指令G40 G41 G42 课 时 7H 教学目的 1、掌握刀具半径补偿指令的格式、程序结构 2、掌握G41和G42的判断方法 3、掌握刀具半径补偿指令的使用方法 教学准备 设备:华中数控铣床 刀具:φ8立铣刀 材料:100×70×50方钢 量具:0~200mm 卡尺 教学重点 刀具半径补偿指令的格式、使用方法 教学难点 G41和G42的判断方法 教学方法 授 课 内 容 课题引入: 讲 解: 图示讲解 一、提问:刀具中心轨迹与轮廓轨迹的区别
二、我们在以前的编程学习中没有考虑过刀具的因素,而是直接按中心轨迹进行编程,而在实际加工中忽视刀具的尺寸会导致加工尺寸出现偏差
怎样合理的利用刀具尺寸,从而加工出合格的零件呢
这就是我们今天要学习的内容——刀具半径补偿指令
刀具半径补偿指令G40 G41 G42 刀具半径补偿指令是一个指令组,分别由 G40、G41、G42三个指令共同构成
每个指令是由地址字 G和其后的两位数值 40、41、42分别表示
刀具半径补偿指令中的G代码是模态的
刀具补偿指令产生的原因和作用: 通过对下图所示的简单零件图进行编程及讲解,使同学们了解刀具补偿指令产生的原因和作用
80 60 1 教学方法 授 课 内 容 对所示零件进行编程 板书 分析讲解误差产生的原因: 结合课件讲解刀具半径和加工零件的关系
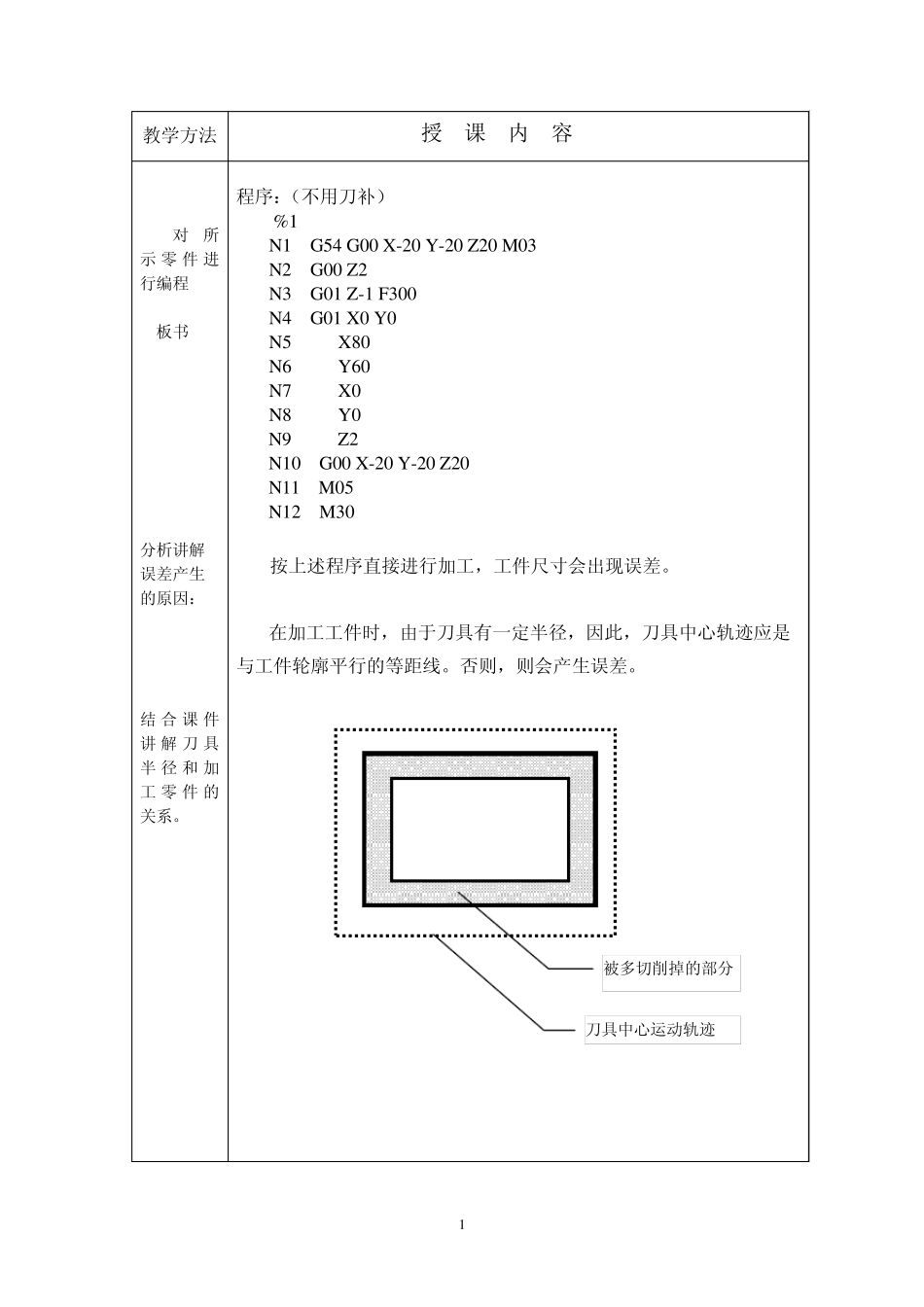
程序:(不用刀补) %1 N1 G54 G00 X-20 Y-20 Z20 M03 N2 G00 Z2 N3 G01 Z-1 F300 N4 G01 X0 Y0 N5 X80 N6 Y60 N7 X0 N8 Y0 N9 Z2 N10 G00 X-20 Y-20 Z20 N11 M05 N12 M30 按上述程序直接进行加工,工件尺寸会出