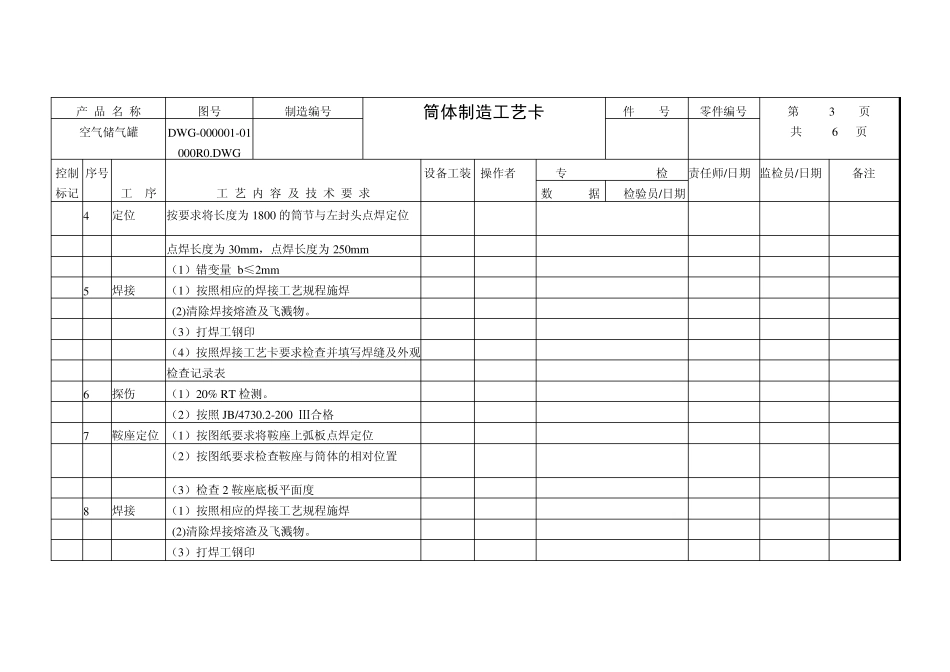
产 品 名 称 图号 制造编号 筒体制造工艺卡 件 号 零件编号 第 3 页 共 6 页 空气储气罐 DWG-000001-01000R0
DWG FQG-1101 控制标记 序号 工 序 工 艺 内 容 及 技 术 要 求 设备工装 操作者 专 检 责任师/日期 监检员/日期 备注 数 据 检验员/日期 4 定位 按要求将长度为1800 的筒节与左封头点焊定位 点焊长度为30m m ,点焊长度为250m m (1)错变量 b≤2m m 5 焊接 (1)按照相应的焊接工艺规程施焊 (2)清除焊接熔渣及飞溅物
(3)打焊工钢印 (4)按照焊接工艺卡要求检查并填写焊缝及外观 检查记录表 6 探伤 (1)20% RT 检测
(2)按照JB/4730
2-2005Ⅲ合格 7 鞍座定位 (1)按图纸要求将鞍座上弧板点焊定位 (2)按图纸要求检查鞍座与筒体的相对位置 (3)检查2 鞍座底板平面度 8 焊接 (1)按照相应的焊接工艺规程施焊 (2)清除焊接熔渣及飞溅物
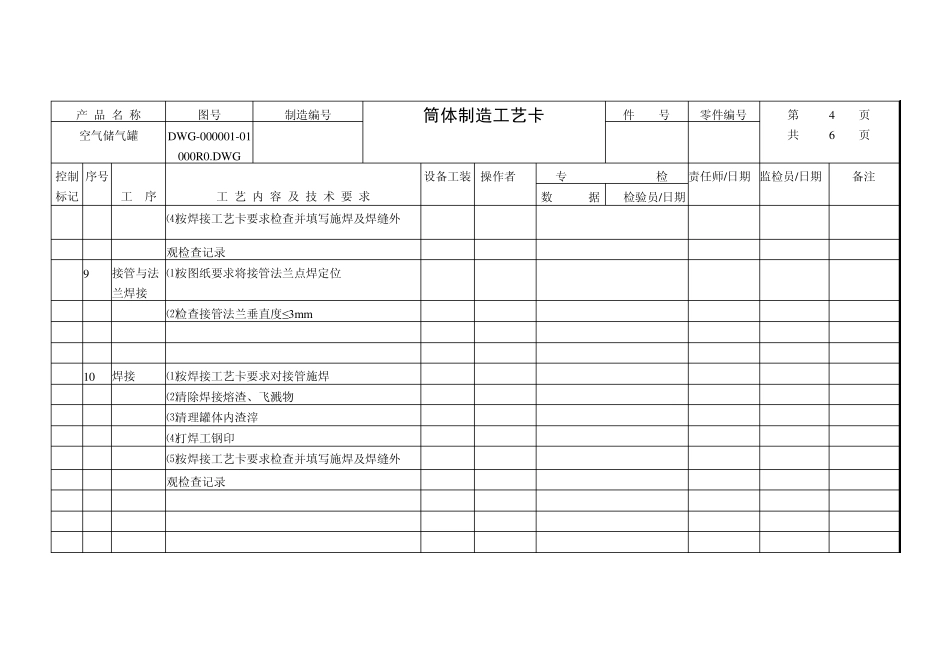
(3)打焊工钢印 产 品 名 称 图号 制造编号 筒体制造工艺卡 件 号 零件编号 第 4 页 共 6 页 空气储气罐 DW G-000001-01000R0
DW G FQG-1101 控制标记 序号 工 序 工 艺 内 容 及 技 术 要 求 设备工装 操作者 专 检 责任师/日期 监检员/日期 备注 数 据 检验员/日期 ⑷按焊接工艺卡要求检查并填写施焊及焊缝外 观检查记录 9 接管与法兰焊接 ⑴按图纸要求将接管法兰点焊定位 ⑵检查接管法兰垂直度≤3mm 10 焊接 ⑴按焊接工艺卡要求对接管施焊 ⑵清除焊接熔渣、飞溅物 ⑶清理罐体内渣滓 ⑷打焊工钢印 ⑸按焊接工艺卡要求检查并填写施焊及焊缝外 观检查记录 产 品 名 称 图号 制造编号 筒体制造工艺卡 件 号 零件编号 第 5 页 共 6 页 空气储气罐 控制标