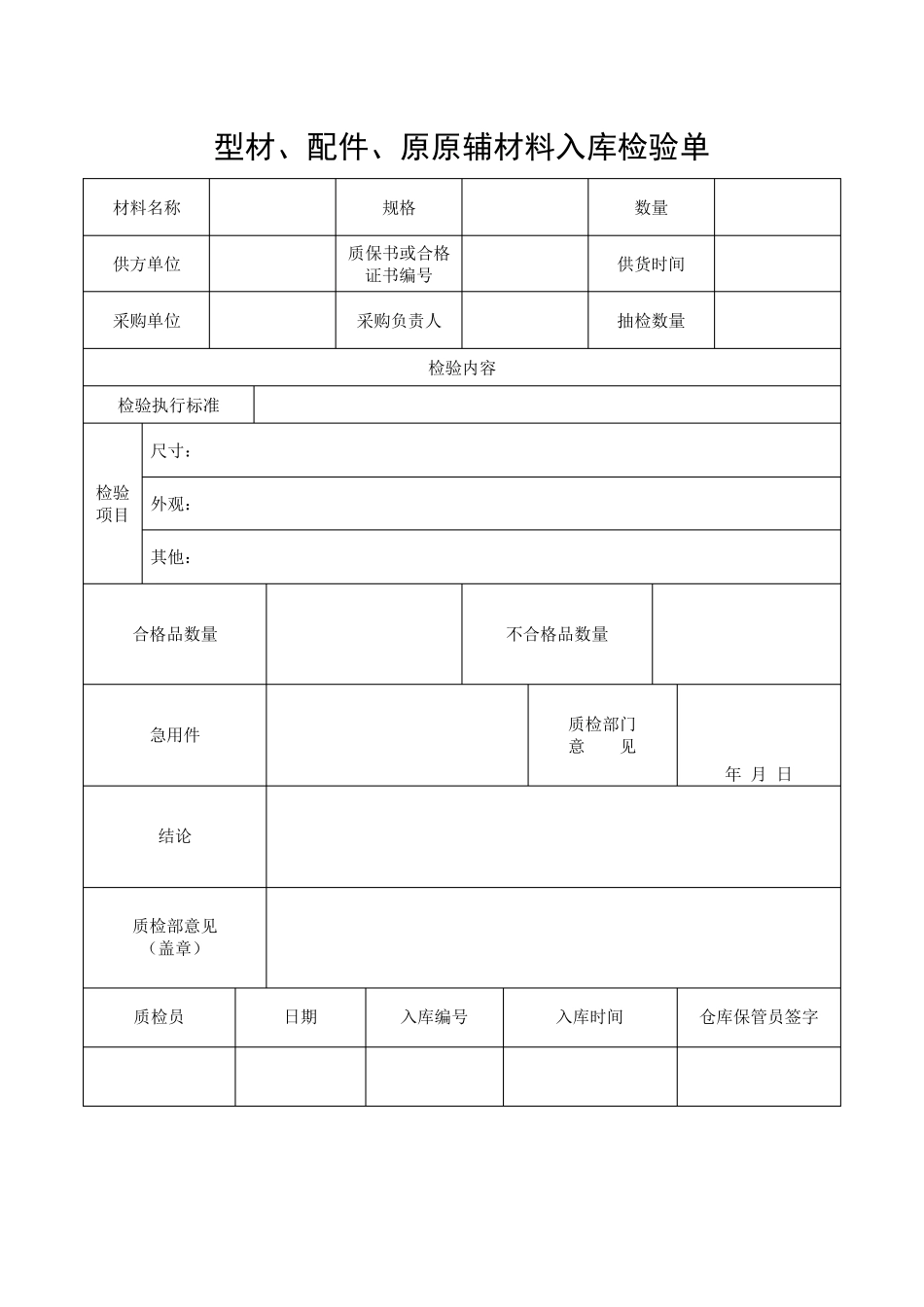
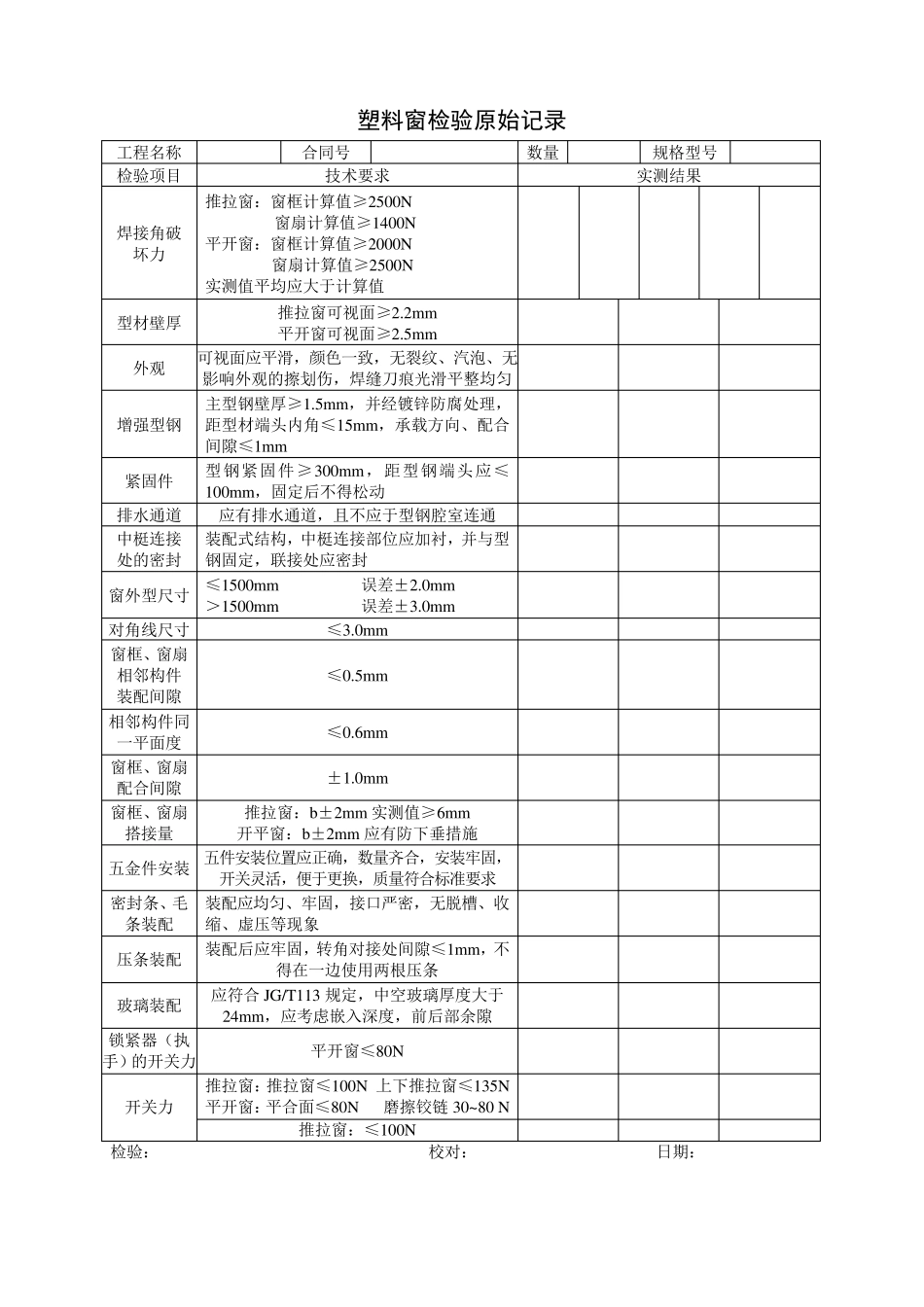
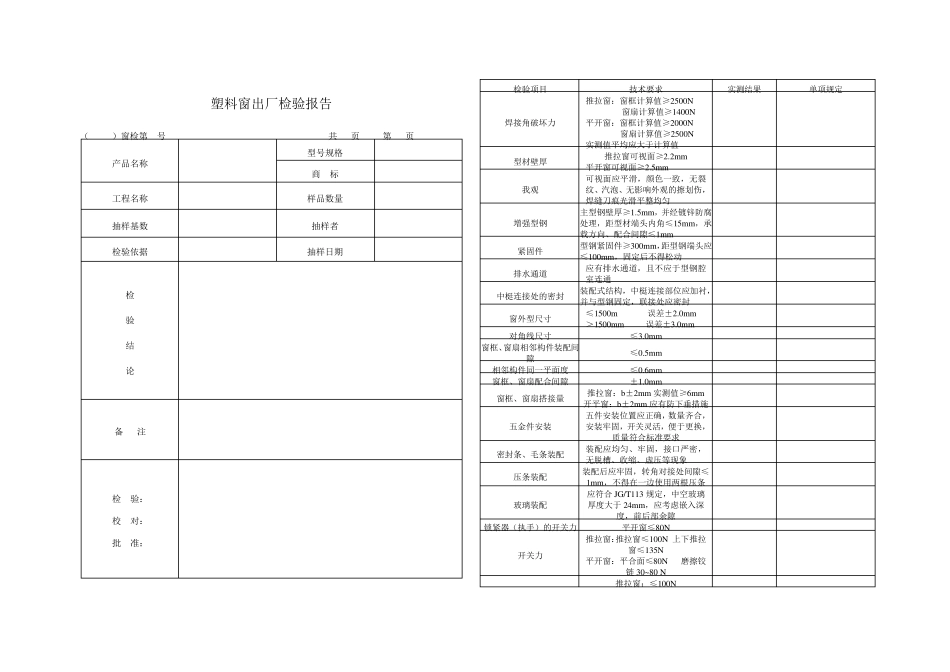
型材、配件、原原辅材料入库检验单 材料名称 规格 数量 供方单位 质保书或合格证书编号 供货时间 采购单位 采购负责人 抽检数量 检验内容 检验执行标准 检验项目 尺寸: 外观: 其他: 合格品数量 不合格品数量 急用件 质检部门 意 见 年 月 日 结论 质检部意见 (盖章) 质检员 日期 入库编号 入库时间 仓库保管员签字 塑料窗检验原始记录 工程名称 合同号 数量 规格型号 检验项目 技术要求 实测结果 焊接角破坏力 推拉窗:窗框计算值≥2500N 窗扇计算值≥1400N 平开窗:窗框计算值≥2000N 窗扇计算值≥2500N 实测值平均应大于计算值 型材壁厚 推拉窗可视面≥2
2mm 平开窗可视面≥2
5mm 外观 可视面应平滑,颜色一致,无裂纹、汽泡、无影响外观的擦划伤,焊缝刀痕光滑平整均匀 增强型钢 主型钢壁厚≥1
5mm,并经镀锌防腐处理,距型材端头内角≤15mm,承载方向、配合间隙≤1mm 紧固件 型钢紧固件≥300mm,距型钢端头应≤100mm,固定后不得松动 排水通道 应有排水通道,且不应于型钢腔室连通 中梃连接处的密封 装配式结构,中梃连接部位应加衬,并与型钢固定,联接处应密封 窗外型尺寸 ≤1500mm 误差±2
0mm >1500mm 误差±3
0mm 对角线尺寸 ≤3
0mm 窗框、窗扇相邻构件装配间隙 ≤0
5mm 相邻构件同一平面度 ≤0
6mm 窗框、窗扇配合间隙 ±1
0mm 窗框、窗扇搭接量 推拉窗:b±2mm 实测值≥6mm 开平窗:b±2mm 应有防下垂措施 五金件安装 五件安装位置应正确,数量齐合,安装牢固,开关灵活,便于更换,质量符合标准要求 密封条、毛条装配 装配应均匀、牢固,接口严密,无脱槽、收缩、虚压等现象 压条装配 装配后应牢固,转角对接处间隙≤1mm,不得在一边使用两根压条 玻璃装配 应符合 JG/T113 规定,中空