垫板冷冲模设计 目录 一
制件的工艺性分析…………………………… 二
工艺方法确定………………………………… 三
排样图的确定………………………………… 四
计算冲压力并初选压力机…………………… 五
压力中心的计算……………………………… 六
刃口尺寸计算………………………………… 七
工作零件设计和计算………………………… 八
其它零件设计和计算………………………… 九
压力机相关参数校核………………………… 十
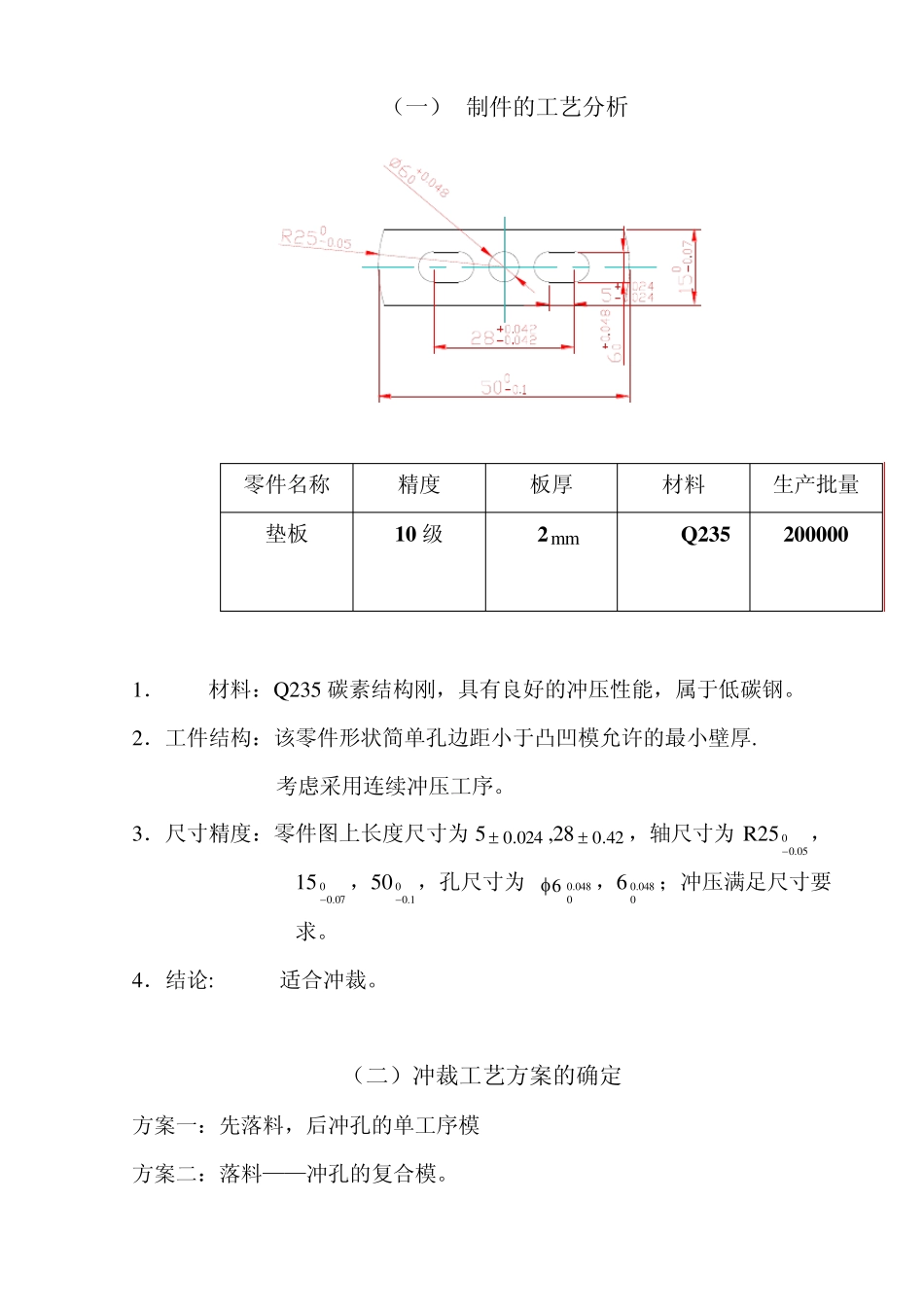
装配图和零件图……………………………… (一) 制件的工艺分析 1. 材料:Q235 碳素结构刚,具有良好的冲压性能,属于低碳钢
2.工件结构:该零件形状简单孔边距小于凸凹模允许的最小壁厚
考虑采用连续冲压工序
3.尺寸精度:零件图上长度尺寸为5024
0,2842
0,轴尺寸为R25 005
0,15 007
0,50 01
0 ,孔尺寸为6048
00,6048
00;冲压满足尺寸要求
4.结论: 适合冲裁
(二)冲裁工艺方案的确定 方案一:先落料,后冲孔的单工序模 方案二:落料——冲孔的复合模
零件名称 精度 板厚 材料 生产批量 垫板 10 级 2mm Q 235 200000 A:正装复合模 B:倒装复合模 方案三:冲孔落料连续冲压的连续模
A:导正销定位的连续模 B:侧刃定距的连续模 a:单侧刃的连续模 b:双侧刃的连续模 方案分析; 方案一:模具结构简单,但需要两副模具,生产效率低,难以满足该零件的精度要求
方案二:A:生产效率较高,制造精度高,但结构复杂维修复杂,成本高
B:不能满足最小壁厚,故不考虑
方案三:冲裁件形状和尺寸精度易保证,生产效率高,模具结构相对复合模简单,模具制造并不难,制件精度要求高,且用导正销不能保证其精度,而双侧刃利用率较单侧刃的利用率低
综上所述:根据对本制件冲压工艺分析采用连续模,选