发电厂项目一一汽轮机本体安装方案1 概述本工程汽轮机为上海汽轮机厂有限公司生产的 C1000-28/0
4/600/610 型超超临界,一次中间再热,四缸四排汽、单轴汽轮机
高压缸、中压缸为整缸到货,吊装采用汽机房行车单车或双车抬吊就位
本体部分的安装工作包含从基础处理到汽机扣盖、对轮连接、主油泵安装、盘车装置安装、导汽管、连通管、轴承座扣盖及缸体罩壳安装工作
安装机械采用汽机房内二台 130/30t 行车,运输机械采用 60t、40t 平板车、15 吨半挂货车,配合起吊机械采用 50t 履带吊、25t 汽车吊和组合场 40t/42m 龙门吊
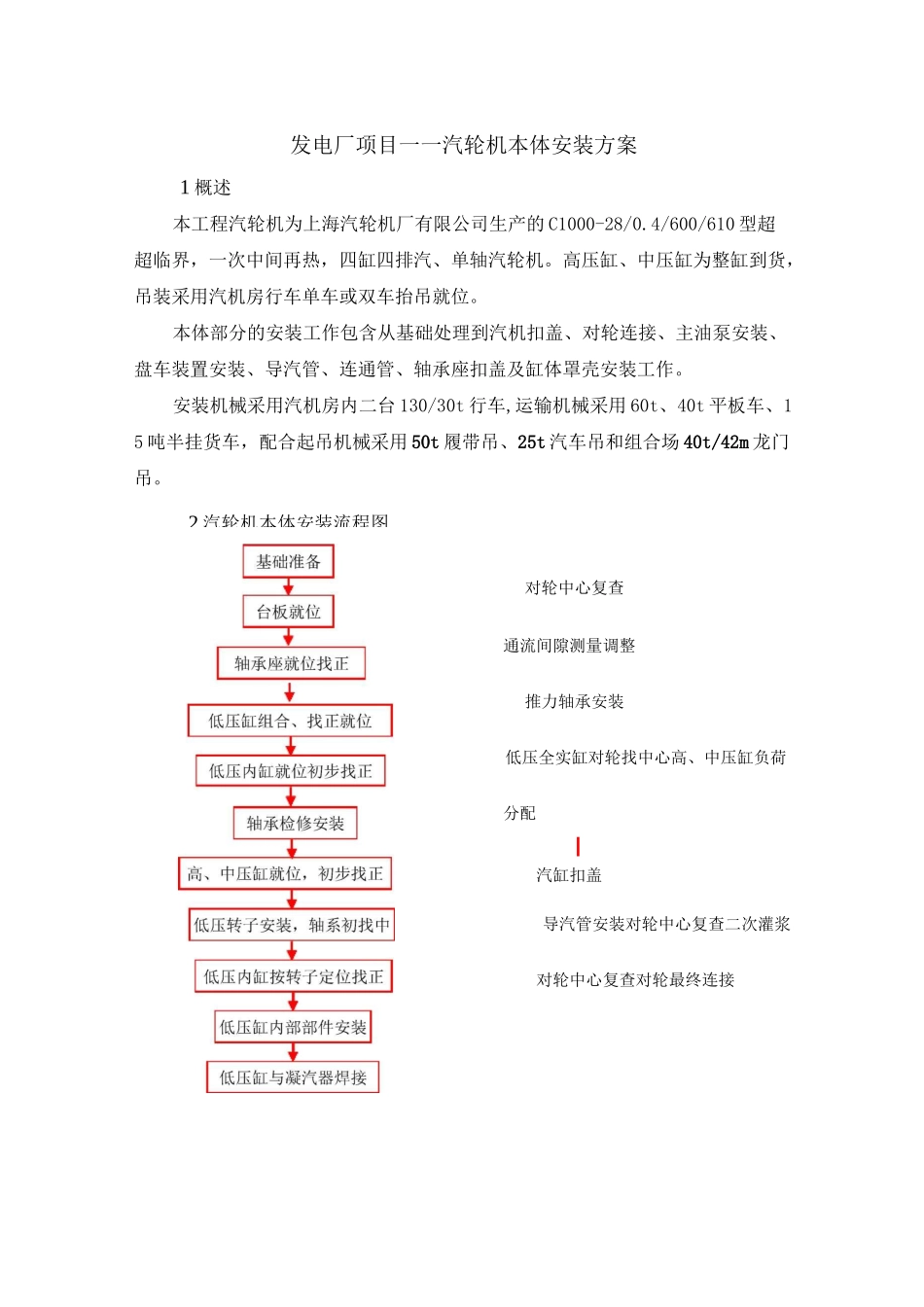
对轮中心复查通流间隙测量调整推力轴承安装低压全实缸对轮找中心高、中压缸负荷分配I汽缸扣盖导汽管安装对轮中心复查二次灌浆对轮中心复查对轮最终连接2 汽轮机本体安装流程图3 只 M110高度游标卡精密水准3 主要作业步骤及方法3
1基础检查、划线,垫铁位置确定:3
1 检查基础混凝土表面应平整,无裂纹、孔洞、蜂窝、麻面和露筋等缺陷
并将基础清理干净,尤其是承力面基础应干净无油污
2 检查基础中心线及基准点,并根据纵横中心线核对轴承座中心与机组中心线的重合度,允许偏差小于±3mm
各预埋件不得歪扭,垂直度偏差应小于 3°
3 核对基础预埋件数量、规格、位置及标高,汽轮机基础预埋件对于 0基准线和机组中心线的偏差范围为土 10mm
4 将轴承座及汽缸的中心线用红色油漆清晰地标识于基础四周
5 将混凝土基础承力面凿毛,凿去浮浆层露出坚硬表面
2台板就位找正3
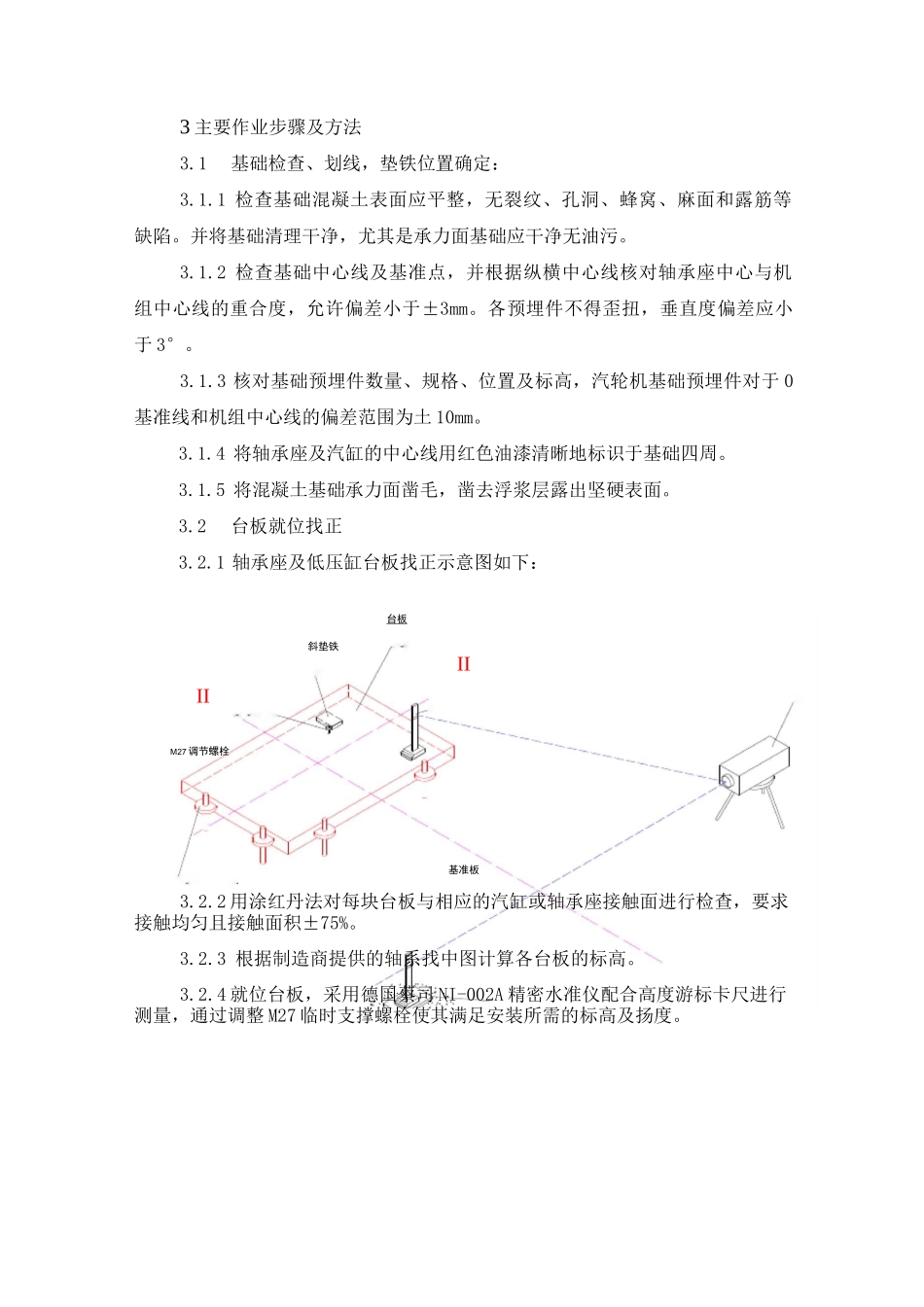
1 轴承座及低压缸台板找正示意图如下:台板斜垫铁IIIIM27 调节螺栓基准板3
2 用涂红丹法对每块台板与相应的汽缸或轴承座接触面进行检查,要求接触均匀且接触面积±75%
3 根据制造商提供的轴系找中图计算各台板的标高