管桩生产工艺 一、 钢筋笼制作: 由主钢筋定长切断、镦头、滚焊(或绑扎)钢筋笼三道工序组成
主筋采用 SBPDL-1275/1420预应力砼用钢筋(PC钢棒)
其性能如表-1: 表-1 品 种 抗拉强度(N/mm2) 屈服强度(N/mm2) 张 拉 控制力 焊 结 性 能 备 注 PC钢棒 1420 1275 0
7fpyk 良好 可滚焊 实际采用时,可根据具体情况选用
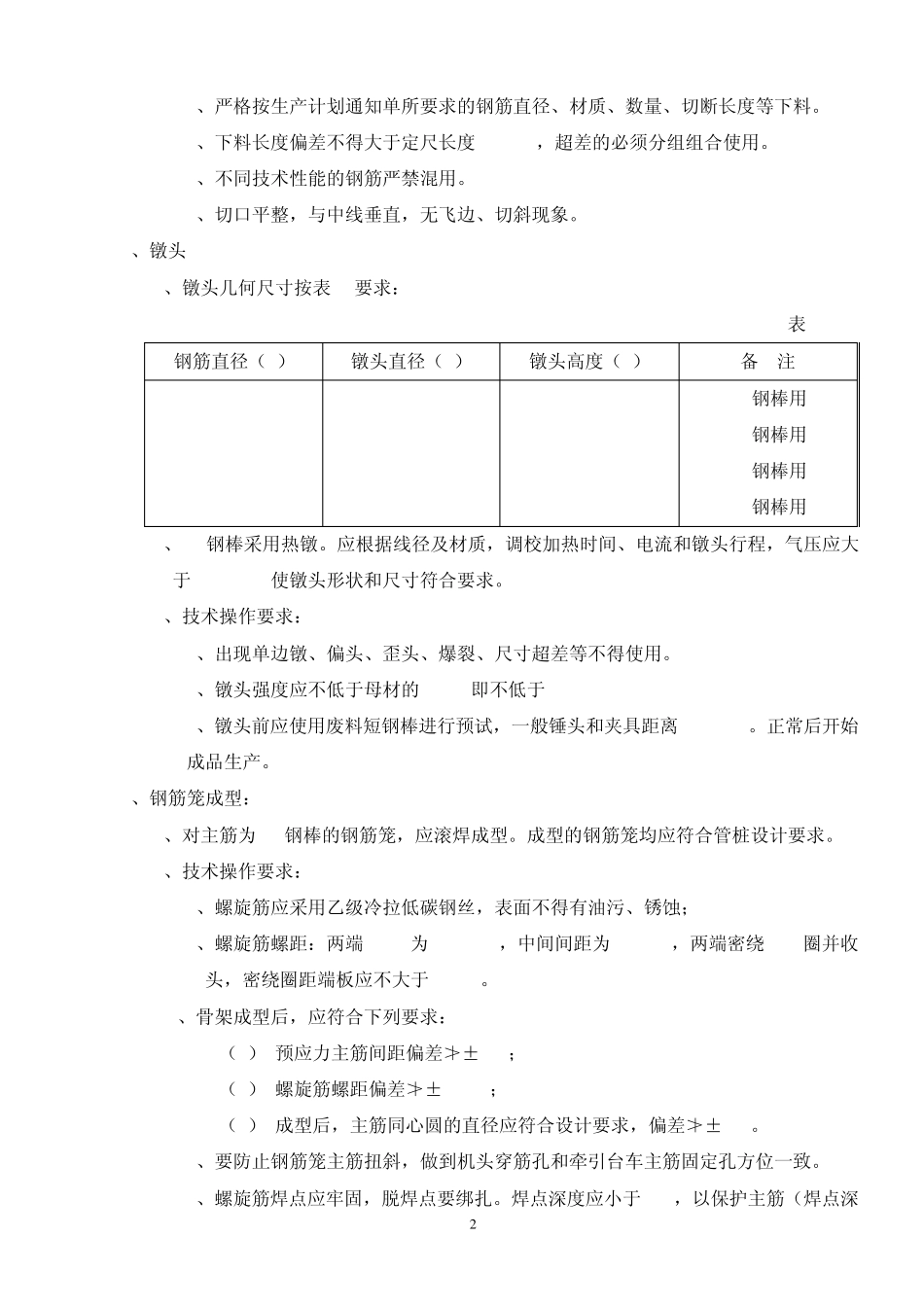
1、主钢筋定长切断: A、主筋定尺切断长度: 不同长度管桩的主筋定尺切断长度应符合表-2要求: 表-2 序号 桩长 (m) 张拉伸长量(mm) 两个镦头所占长度(mm) 定尺切断长度(mm) 备注 1 2 3 4 5 6 7 8 9 10 11 12 15 14 13 12 11 10 9 8 7 6 5 4 75 70 65 60 55 50 45 40 35 30 25 20 26 14951 13956 12961 11966 10971 9976 8981 7986 6991 5996 5001 4006 可滚焊 B、技术及操作要求: a、主筋进厂必须随交合格证,并经复验合格,方可使用
b、主筋不应有明显的局部弯曲、挺直度超差、油污、锈蚀、缺陷、尺寸超差等
2 c、严格按生产计划通知单所要求的钢筋直径、材质、数量、切断长度等下料
d、下料长度偏差不得大于定尺长度 1/5000,超差的必须分组组合使用
e、不同技术性能的钢筋严禁混用
f、切口平整,与中线垂直,无飞边、切斜现象
2、镦头 A、镦头几何尺寸按表-3要求: 表-3 钢筋直径(d) 镦头直径(D) 镦头高度(H) 备 注 7
1 9 10
5 16-17
5 18-19
5-23 5
5-8 7-8
5-10 PC钢棒用 PC钢棒用 PC钢棒用 PC钢棒用 B、P