管道焊接、安装及支架加工、安装标准 一、 技术准备 1
技术准备 2
熟悉和审查图纸,参加设计交底,同时取得各项技术资料及有关图集,制定施工技术措施,组织技术交底
了解管道的总体布置,对每个管道的规格、材质、连接形式及垫片的选用、防腐、保温等应做到心中有数
施工依据 《工业金属管道工程施工及验收规范》GB20235-97; 《现场设备工业管道焊接工程施工及验收规范》GB50236-98; 《工业设备及管道绝热工程施工及验收规范》GBJ126-89; 《工业金属管道工程质量检验评定标准》GB50184-93; 《工业设备及管道绝热工程施工质量检验评定标准》GB50185-93; 《钢结构、管道涂装技术规程》YB/T9256-95; 《建设工程防腐管材技术标准》Q/BGJ015-2002; 施工图纸及有关技术文件上的技术、质量要求
二、 材料的要求 1
对材料进行货到检验和验收检查,检验材质证明、生产厂家、规格型号,确认原材料与设计图纸、规程要求无误后方可进行切割、组装焊接
固定支架、导向支架、滑动支架的制作和安装应有技术交底,根据技术交底下料,组装焊接
各工序应按施工技术标准进行质量控制,每道工序完成后应进行检查,合格后方可进行下道工序施工
三、 施工机具 汽车起重机、载重汽车、直流电焊机、氩弧焊机、砂轮切割机、空气压缩机、坡口机、焊条烘干箱、手握砂轮机、电动试压泵、导链、千斤顶、气焊工具、扳手、水平尺、铅锤、直角尺、手锤
四、 质量要求 (一 ) 焊接质量要求 1
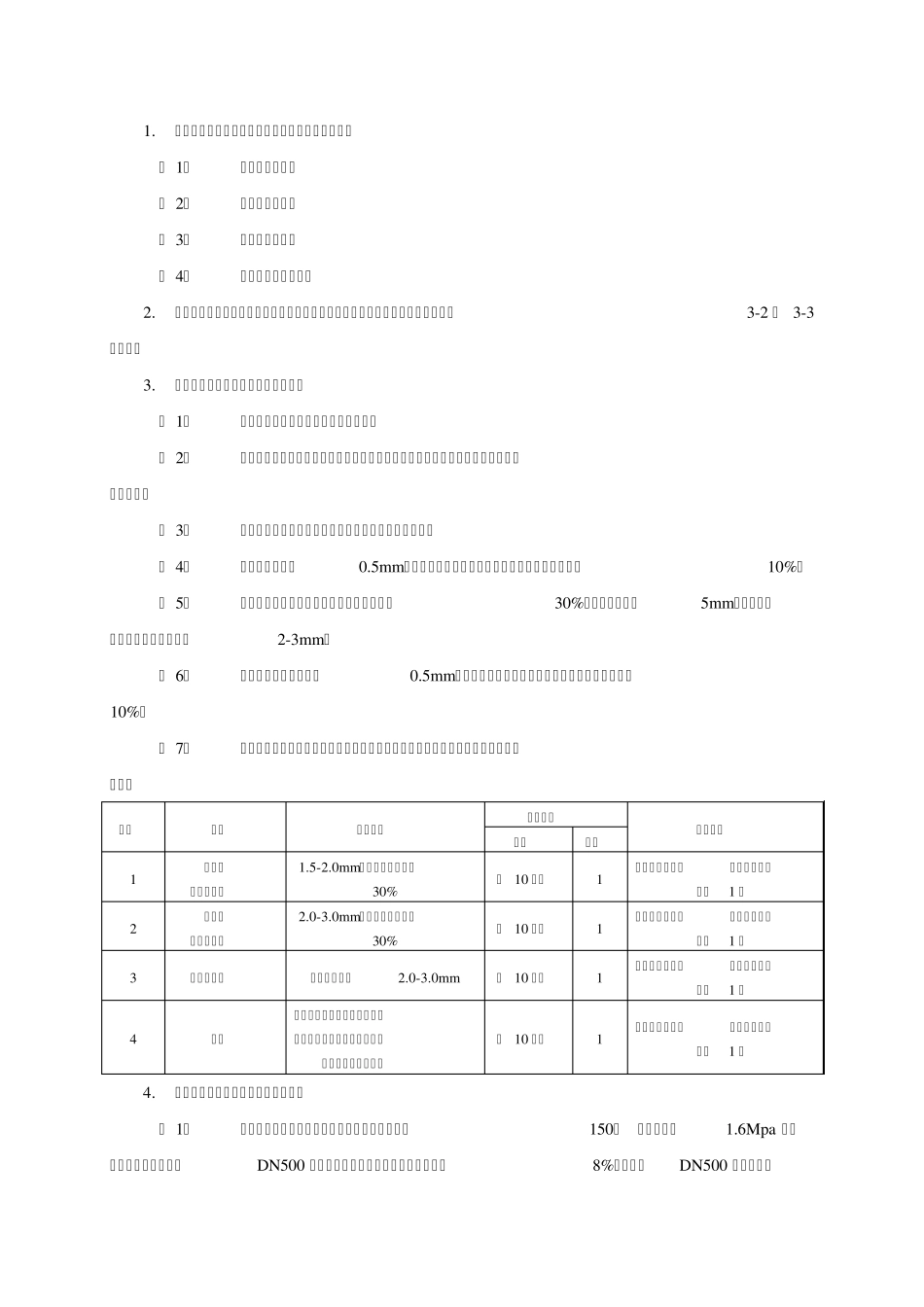
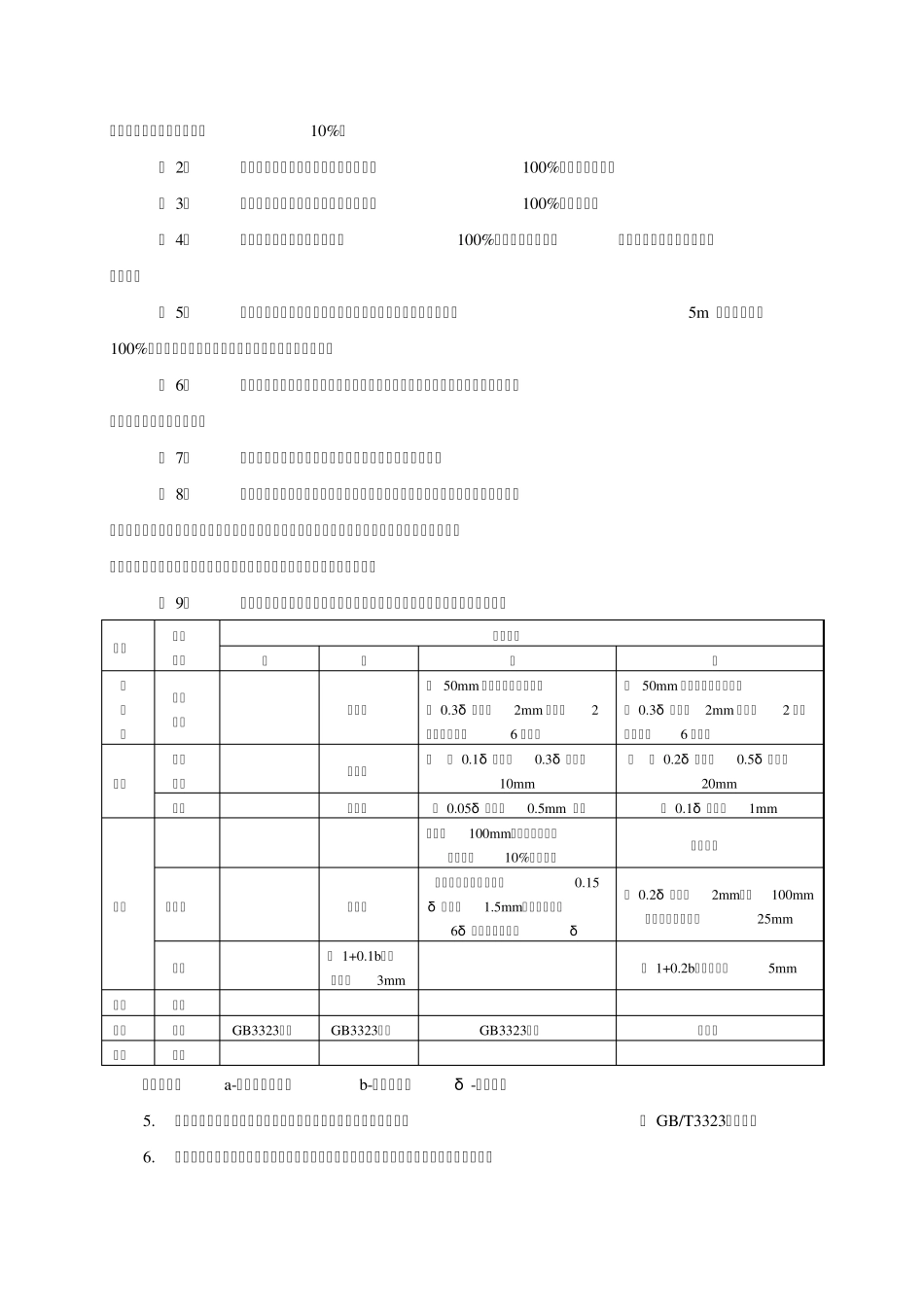
在施工过程中,焊接质量检验应按下列次序进行: ( 1) 对口质量检验; ( 2) 表面质量检验; ( 3) 无损探伤检验; ( 4) 强度和严密性试验; 2
对口质量应检验坡口质量、对口间隙、错边量、纵焊缝位置,检验标准应符合表3-2 和 3-3的规定