精 密 电 阻 焊 接 的 基 础 知 识 一 、 精 密 电 阻 点 焊 使 用 金 属 材 料 制 作 零 件 的 场 合 , 有 许 多 时 候 都 需 要 将 材 料 切 断 成 规 定 的 尺 寸 , 再 将 其 连 接 起 来
连 接 材 料 的 方 法 有 利 用 铆 钉 进 行 机 械 连 接 和 利 用 焊 接 进 行 冶 金 连 接 以 及 利 用 超 声 波 进 行 物 理 连 接
电 阻点 焊 是 利 用 冶 金 的 方 法 将 金 属 材 料 高 效 率 地 经 济 地 连 接 起 来 的 一 种 方 法
因 此 在 产 业 界 被 广 泛 地 使 用
我 们 将 精 密 小 型 工 件 的 电 阻 焊 接 称 之 为 精 密 电 阻 点 焊
米 亚 基 公 司 源 源 不 断 地 开 发 出 各 种 超 小 型 、 可 高 密 度 安 装 化 的 新 型 精 密 电 阻 点 焊 机 , 取 代 了 以 往 的 锡 焊 、铆 接 等 金 属 连 接 工 艺
精 密 电 阻 点 焊 机 是 最 适 合 用 于 小 型 的 、 性 能 要 求 高 的 电 子 部 品 , 以 及 精 密 机 械 工 业 中 的 小 型 部 品 的 组装
电 阻 焊 接 的 原 理 利 用 焦 耳热进 行 焊 接 Q=0
24I2Rt=0
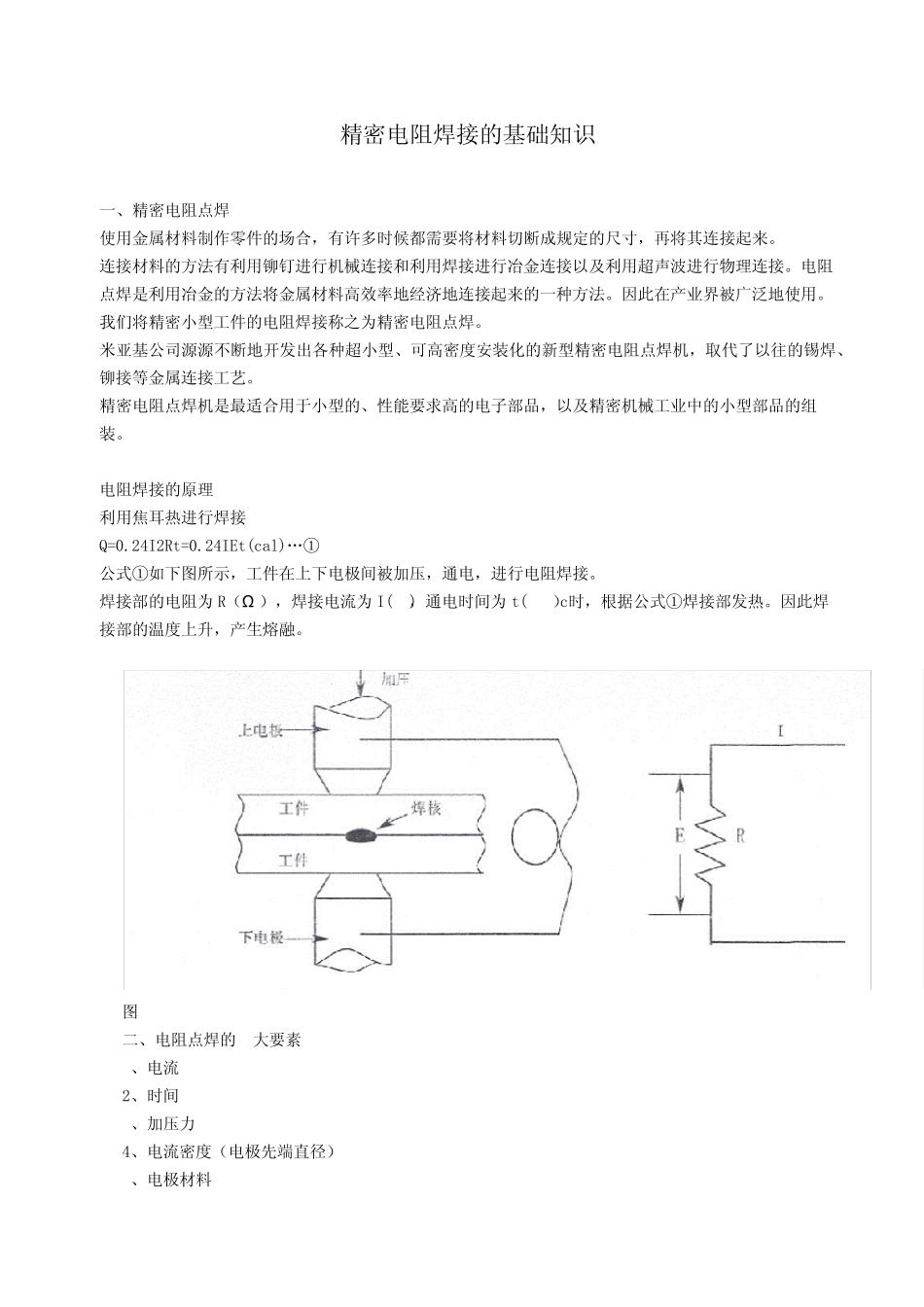
24IEt(cal)„① 公 式①如下图所示, 工 件 在 上下电 极间被 加压, 通电 , 进 行 电 阻 焊 接
焊 接 部 的 电 阻 为 R(Ω ), 焊 接 电 流为 I(A), 通电 时 间为 t(sec)时 , 根据公 式①焊 接 部 发 热
因 此 焊接 部 的 温度 上升, 产 生熔融
图 1 二、 电 阻 点 焊 的 5大要 素 1、 电 流 2、 时 间 3、 加压力 4、 电