Cpk培訓資料拟制:工程课/谭湘燕日期:11/22/2004Cpk訓練教材學習目的
相關參數之定義及計算
統計公式(利用excel中的函數公式進行計算)實例講解Cpk之制作
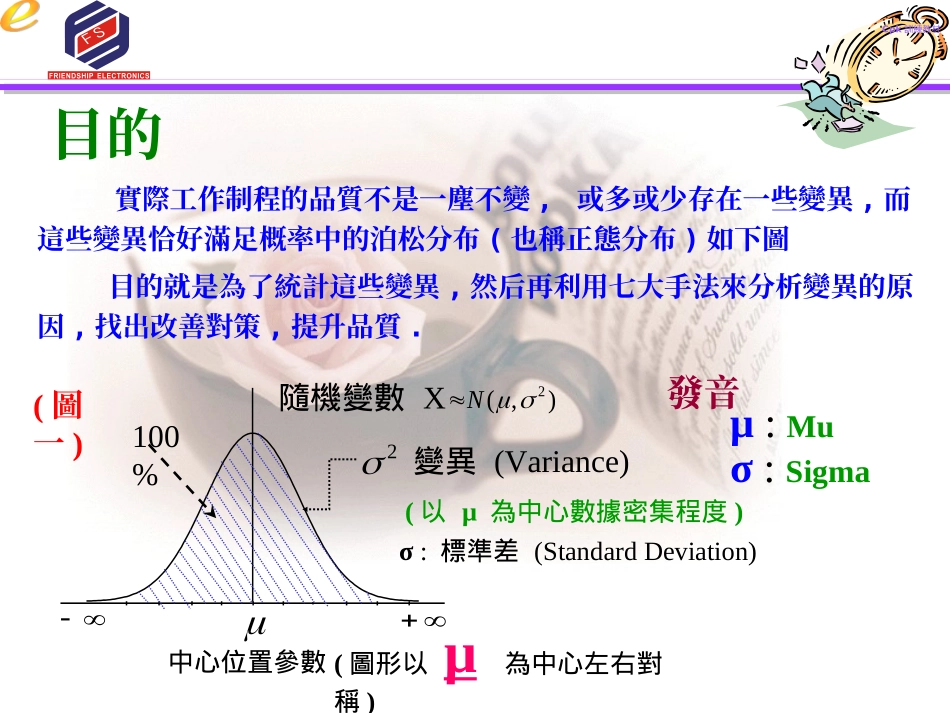
Cpk訓練教材目的實際工作制程的品質不是一塵不變,或多或少存在一些變異,而這些變異恰好滿足概率中的泊松分布(也稱正態分布)如下圖目的就是為了統計這些變異,然后再利用七大手法來分析變異的原因,找出改善對策,提升品質
中心位置參數(以μ為中心數據密集程度)變異(Variance)2100%σ:標準差(StandardDeviation)發音隨機變數X),(2N(圖形以μ為中心左右對稱)μ:Muσ:Sigma(圖一)Cpk訓練教材使用范疇
圖一表現是在穩態下的情形,對于那些過程不穩定,尚未推行SPC(statisticalprocesscontrol,統計過程控制)與SPD(statisticalprocessdiagnosis,統計過程診斷)的企業來說,本來是沒有條件去計算Cpk的,如果客戶迫切要求給出Cpk值,在這種不得已的情況下,只好選擇過程較為平穩的階段的數據計算一下Cpk值,作為臨時性的措施
最根本的方法還是趕上世界潮流,盡快推行SPC
Cpk的計算公式是Cpk=(1-k)T/6σ上述公式中T反映對產品的技朮要求(也可以理解為客戶要求),而σ反映過程加工的質量(也即本企業的控制范圍),所有在過程能力指數Cp中將6σ与T比較,就反映了過程加工質量滿足產品技朮要求的程度(也即企業產品的控制范圍滿足客戶要求的程度)
Cp=T/6Cpk訓練教材根据T與6σ的相對大小可以得到下圖三种情況
Cpk值比較大,表明加工質量越好,品質越穩定,但這時對設備操作人員的要求也
越高,加工成本越大,所以對Cpk的選擇應根据技朮與經濟的綜合分析來決定
不良率(Defectrate)1