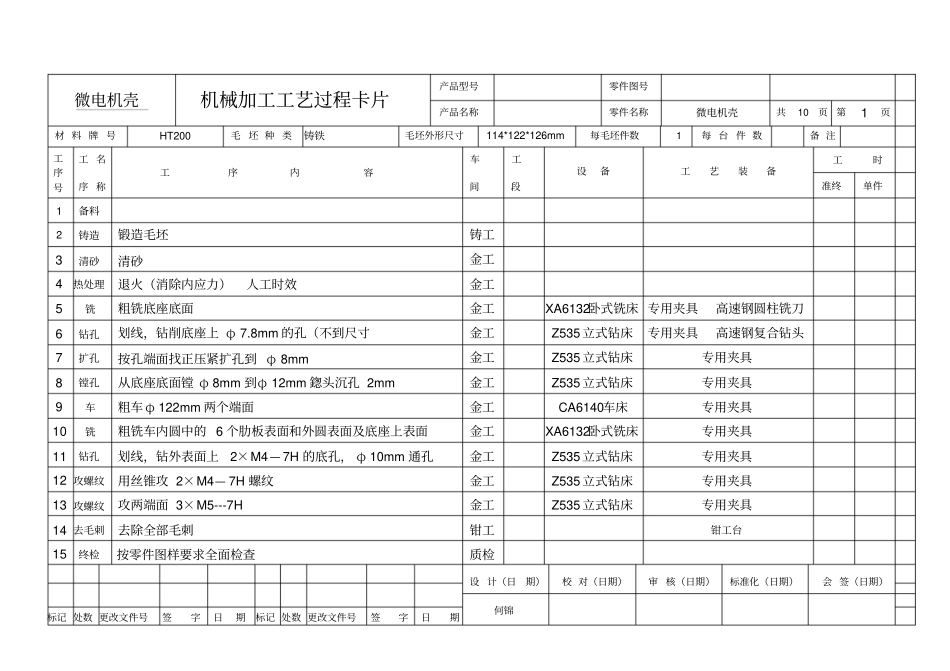
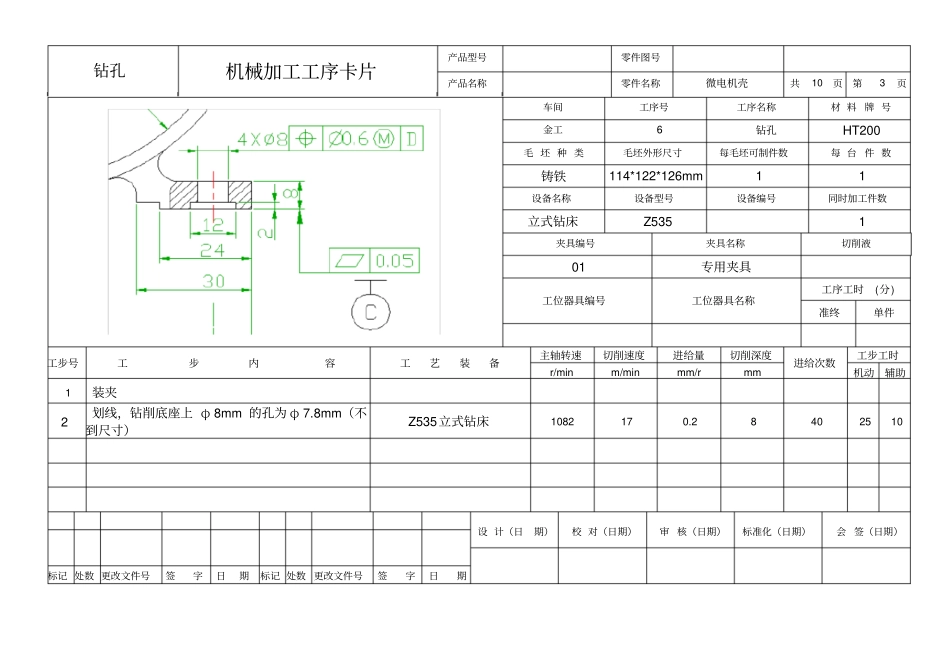
微电机壳机械加工工艺过程卡片产品型号零件图号产品名称零件名称微电机壳共10 页第1 页材 料 牌 号 HT200毛 坯 种 类铸铁毛坯外形尺寸114*122*126mm每毛坯件数1每 台 件 数备 注工序号工 名序 称工序内容车间工段设备工艺装备工时准终单件1 备料2 铸造锻造毛坯铸工3 清砂清砂金工4 热处理退火(消除内应力)人工时效金工5 铣粗铣底座底面金工XA6132卧式铣床 专用夹具高速钢圆柱铣刀6 钻孔划线,钻削底座上 φ 7
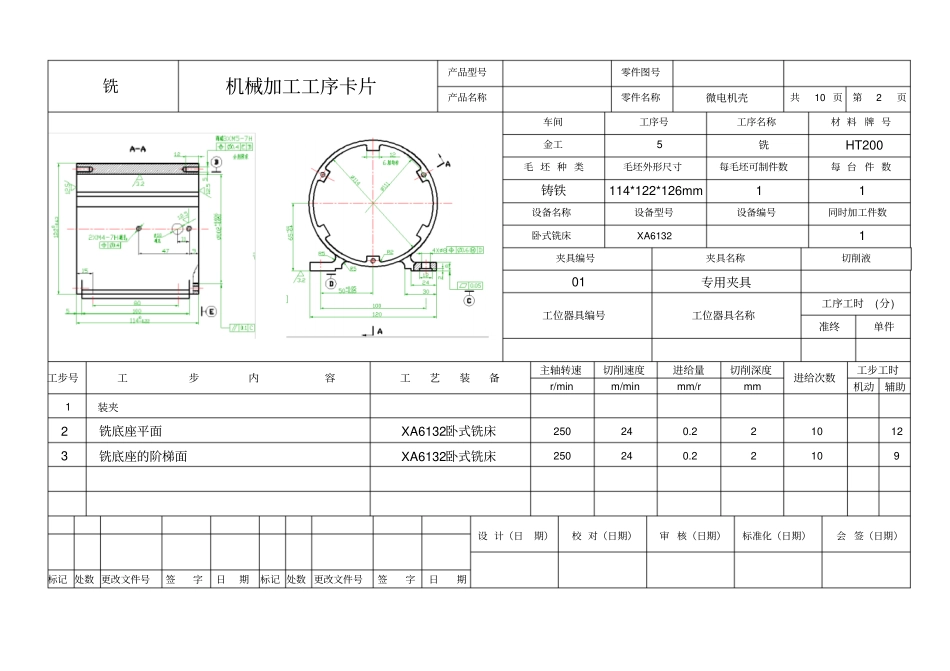
8mm 的孔(不到尺寸金工Z535 立式钻床专用夹具高速钢复合钻头7 扩孔按孔端面找正压紧扩孔到 φ 8mm金工Z535 立式钻床专用夹具8 镗孔从底座底面镗 φ 8mm 到φ 12mm 鍯头沉孔 2mm金工Z535 立式钻床专用夹具9 车粗车 φ 122mm 两个端面金工CA6140车床专用夹具10 铣粗铣车内圆中的 6 个肋板表面和外圆表面及底座上表面金工XA6132卧式铣床专用夹具11 钻孔划线,钻外表面上2×M4— 7H 的底孔, φ 10mm 通孔金工Z535 立式钻床专用夹具12 攻螺纹用丝锥攻 2×M4— 7H 螺纹金工Z535 立式钻床专用夹具13 攻螺纹攻两端面 3×M5---7H金工Z535 立式钻床专用夹具14 去毛刺去除全部毛刺钳工钳工台15 终检按零件图样要求全面检查质检设 计(日期)校 对(日期)审 核(日期)标准化(日期)会 签(日期)何锦标记 处数 更改文件号签字日期标记 处数 更改文件号签字日期铣机械加工工序卡片产品型号零件图号产品名称零件名称微电机壳共10 页第2 页车间工序号工序名称材 料 牌 号金工5 铣HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸铁114*122*126mm11设备名称设备型号设备编号同时加工件数卧式铣床XA6132 1夹具编号夹具名称切削液01专用夹具工位器具