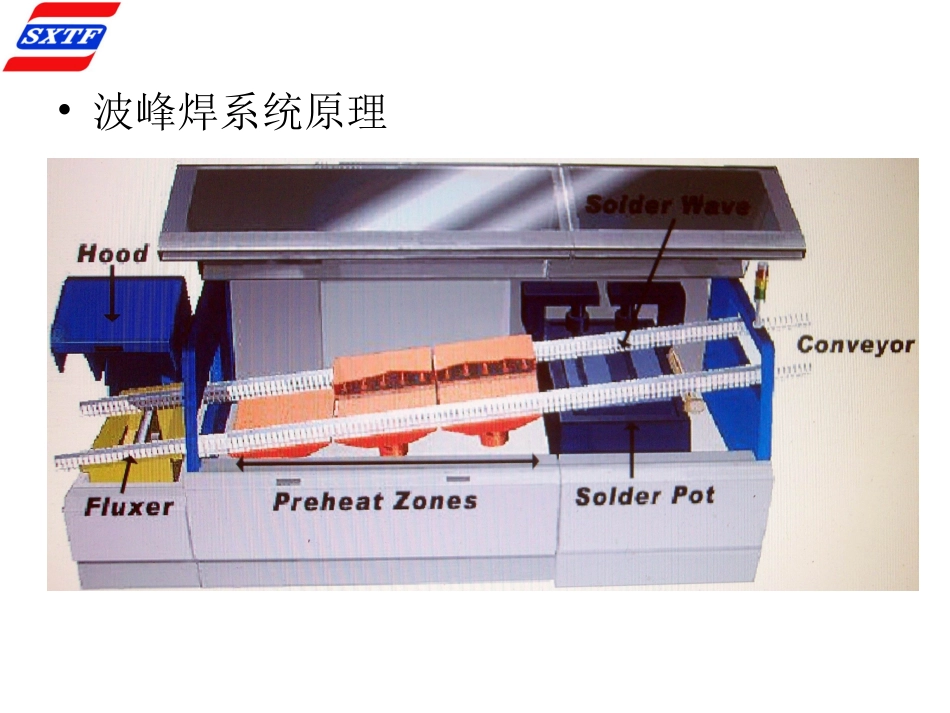
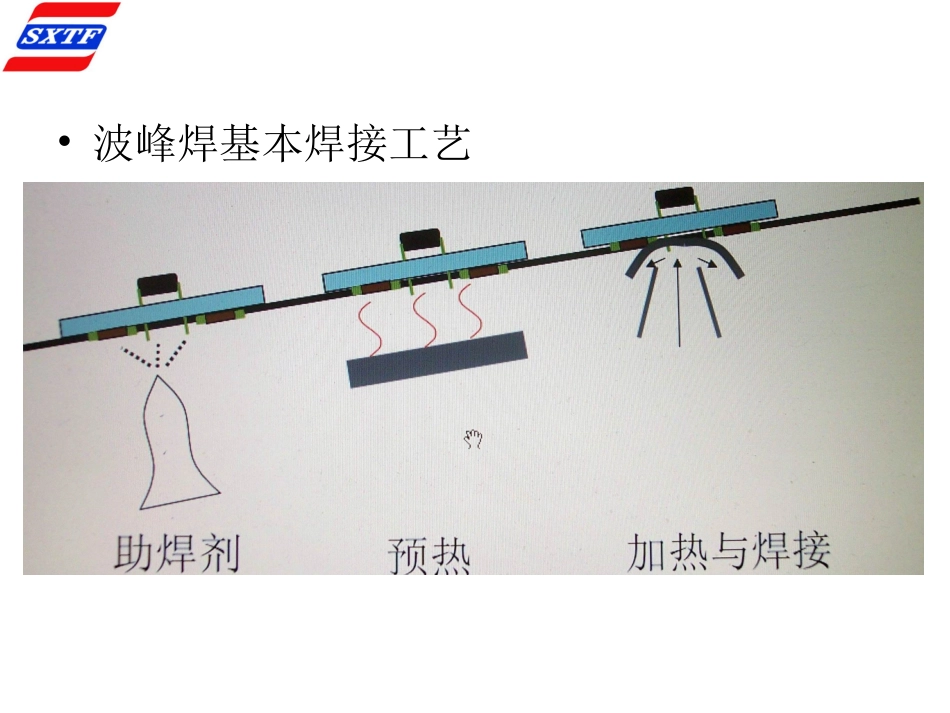
撰写人:赵葛强波峰焊培训资料•波峰焊系统原理•波峰焊基本焊接工艺•助焊剂类别1、树脂型助焊剂(Resin/Rosin)-天然松香-合成树脂2、有机助焊剂(OrganicAcid)3、无机助焊剂(InorganicAcid)•助焊剂成分1、溶剂异丙醇(IPA)各种醇类化合物、去离子水(VolatileOrganicChemicalFree)等2、天然松香/合成树脂-松香9成以上是一些有机酸的混合物,余下的是非酸性物质3、活化剂有机酸4、发泡剂表面活性剂5、添加剂消光剂,缓蚀剂助焊剂喷涂介绍助焊剂作用去除基板氧化物–活性剂,如有机酸降低表面张力–有机酸,有机盐辅助热传导–防止局部温差过大去油污增大焊接面积–有机溶剂,表面活性剂防止再氧化–松香型,高成膜物质•助焊剂喷涂量控制怎样验证助焊剂喷涂的效果
1、板低可以通过PH纸及热敏纸固定在波峰焊夹具上,将波峰焊设置在生产模式上,波峰不打开,将夹具过炉,确认喷洒是否均匀,如下图2、怎样验证通孔助焊剂是否浸润将PH纸或者热敏纸贴在板上,将光PCB放置在波峰焊夹具上,将波峰焊设置在生产模式上,波峰不打开
过炉,如下图示•喷嘴高度调整什么样的喷嘴高度是最合适的呢
PCB喷嘴喷嘴到PCB高度13~15CM喷嘴到PCB高度6~8CMFLUX损失量50%FLUX损失量20%•喷嘴气压调整气压太大:助焊剂喷到板上会滴落或者穿过过孔气压太小:喷涂不均匀或助焊剂没喷到板上最终的气压调整结果以PH纸及热敏纸感应出的结果及焊接效果来确定•助焊剂喷涂量异丙醇(VOC)基助焊剂170~250ugSolid’s/cm²水基(无VOC)助焊剂80~150ugSolid’s/cm²助焊剂喷涂量计算公式1、助焊剂喷涂重量(克)/喷涂面积=助焊剂喷涂量(克)/cm²2、助焊剂喷涂量(克)/cm²x10²*³=助焊剂喷涂量ug(微克)/cm²助焊剂喷涂固含量=喷涂量ug/