第二章 点位加工 本章要点 1
点位加工概述 2
点位加工几何体设置 3
点位加工循环参数设置 4
点位加工一般参数设置 2
1 点位加工概述 点位加工是一种相当常见的机械加工方法,如图2-1 所示的工件
点位加工包括钻孔、镗孔、扩孔、铰孔、点焊和铆接等,U G N X 6 可为各种点位加工操作创建刀具路径,如图2-2 所示
点位加工的刀具运动由 3 部分组成:首先刀具快速定位在加工位置上,然后切入零件,完成切削后退回
图2-1 点位加工工件 图2-2 点位加工刀轨 2
1 操作安全点 在点位加工中,操作安全点是每个切削运动的起点和终点,也是进刀、退刀、避让、快速移刀等辅助运动的起点和终点
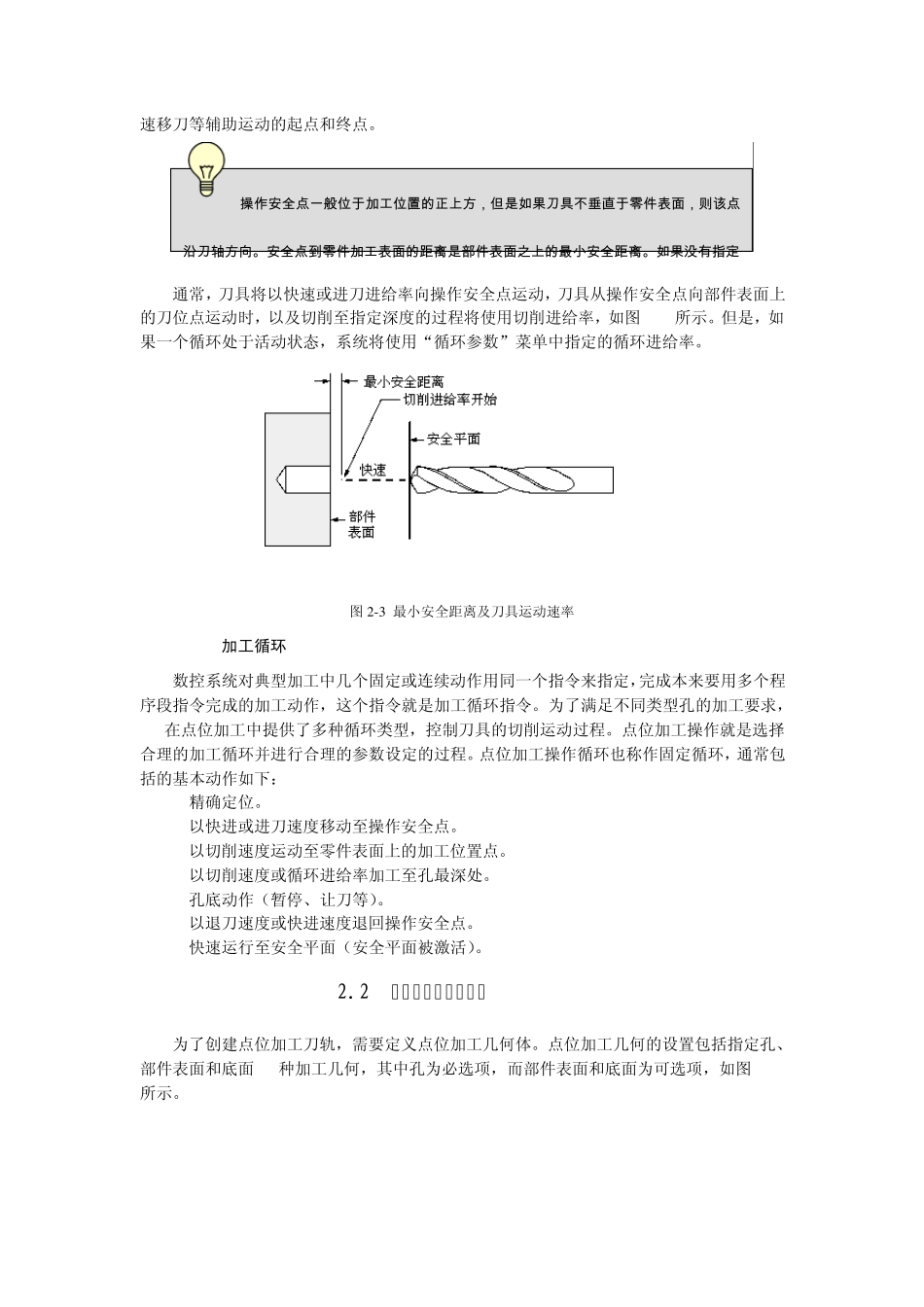
通常,刀具将以快速或进刀进给率向操作安全点运动,刀具从操作安全点向部件表面上的刀位点运动时,以及切削至指定深度的过程将使用切削进给率,如图2-3所示
但是,如果一个循环处于活动状态,系统将使用“循环参数”菜单中指定的循环进给率
图2 -3 最小安全距离及刀具运动速率 2
2 加工循环 数控系统对典型加工中几个固定或连续动作用同一个指令来指定,完成本来要用多个程序段指令完成的加工动作,这个指令就是加工循环指令
为了满足不同类型孔的加工要求,UG在点位加工中提供了多种循环类型,控制刀具的切削运动过程
点位加工操作就是选择合理的加工循环并进行合理的参数设定的过程
点位加工操作循环也称作固定循环,通常包括的基本动作如下: 1
以快进或进刀速度移动至操作安全点
以切削速度运动至零件表面上的加工位置点
以切削速度或循环进给率加工至孔最深处
孔底动作(暂停、让刀等)
以退刀速度或快进速度退回操作安全点
快速运行至安全平面(安全平面被激活)
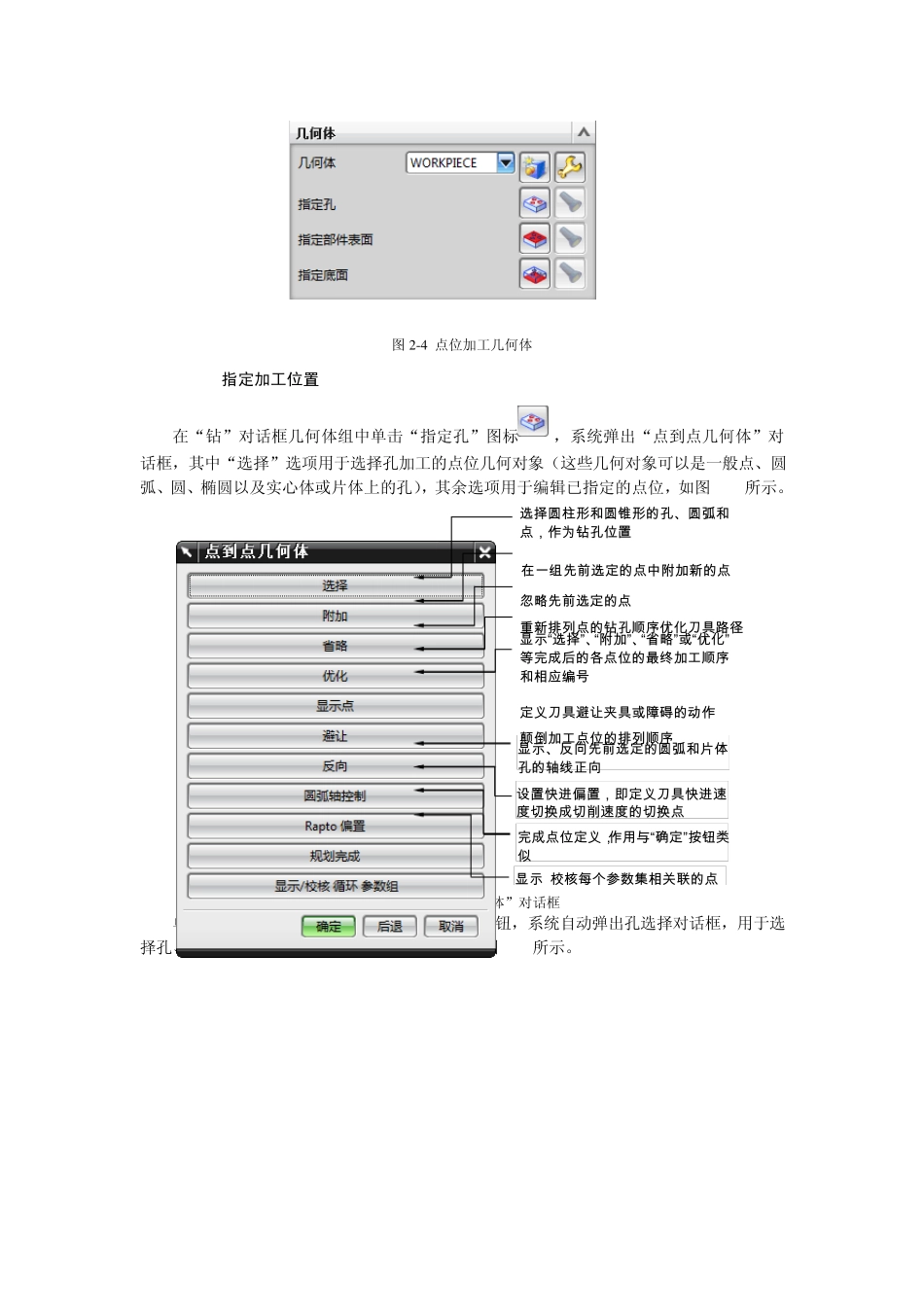
2 点位加工几何体设置 为了创建点位加工刀轨,需要定义点位加工几何体
点位加工几何的设置包括指定孔