焊接缺陷产生原因及防止措施焊接接头的不完整性称为焊接缺陷,主要有焊接裂纹、未焊透、夹渣、气孔和焊缝外观缺陷等
这些缺陷减少焊缝截面积,降低承载能力,产生应力集中,引起裂纹;降低疲劳强度,易引起焊件破裂导致脆断
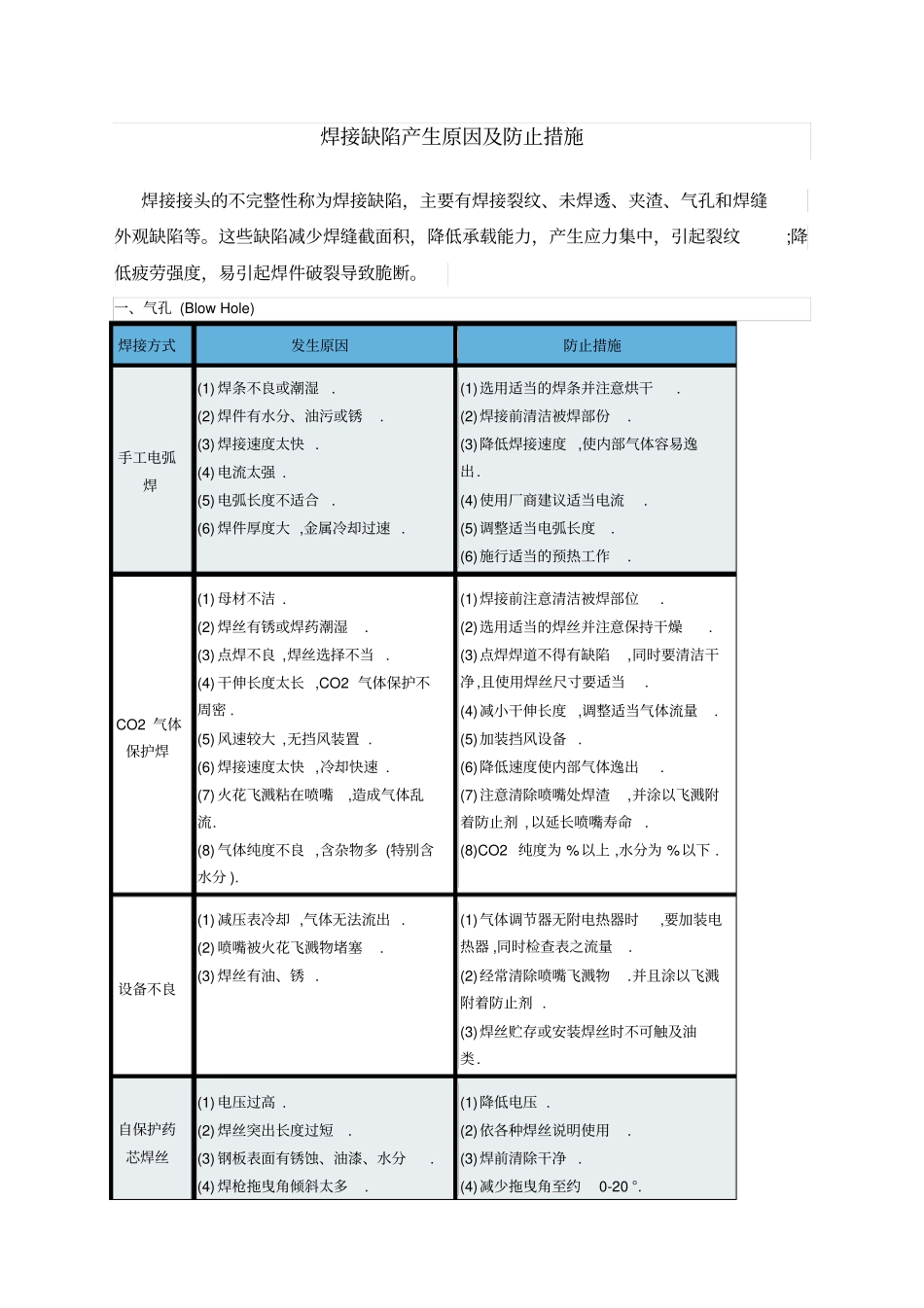
一、气孔 (Blow Hole)焊接方式发生原因防止措施手工电弧焊(1) 焊条不良或潮湿
(2) 焊件有水分、油污或锈
(3) 焊接速度太快
(4) 电流太强
(5) 电弧长度不适合
(6) 焊件厚度大 ,金属冷却过速
(1)选用适当的焊条并注意烘干
(2)焊接前清洁被焊部份
(3)降低焊接速度 ,使内部气体容易逸出
(4)使用厂商建议适当电流
(5)调整适当电弧长度
(6)施行适当的预热工作
CO2 气体保护焊(1) 母材不洁
(2) 焊丝有锈或焊药潮湿
(3) 点焊不良 ,焊丝选择不当
(4) 干伸长度太长 ,CO2 气体保护不周密
(5) 风速较大 ,无挡风装置
(6) 焊接速度太快 ,冷却快速
(7) 火花飞溅粘在喷嘴,造成气体乱流
(8) 气体纯度不良 ,含杂物多 (特别含水分 )
(1)焊接前注意清洁被焊部位
(2)选用适当的焊丝并注意保持干燥
(3)点焊焊道不得有缺陷,同时要清洁干净,且使用焊丝尺寸要适当
(4)减小干伸长度 ,调整适当气体流量
(5)加装挡风设备
(6)降低速度使内部气体逸出
(7)注意清除喷嘴处焊渣,并涂以飞溅附着防止剂 ,以延长喷嘴寿命
(8)CO2 纯度为 %以上 ,水分为 %以下
设备不良(1) 减压表冷却 ,气体无法流出
(2) 喷嘴被火花飞溅物堵塞
(3) 焊丝有油、锈
(1)气体调节器无附电热器时,要加装电热器 ,同时检查表之流量
(2)经常清除喷嘴飞溅物
并且涂以飞溅附着防止剂
(3)焊丝贮存或安装焊丝时不可触及油类
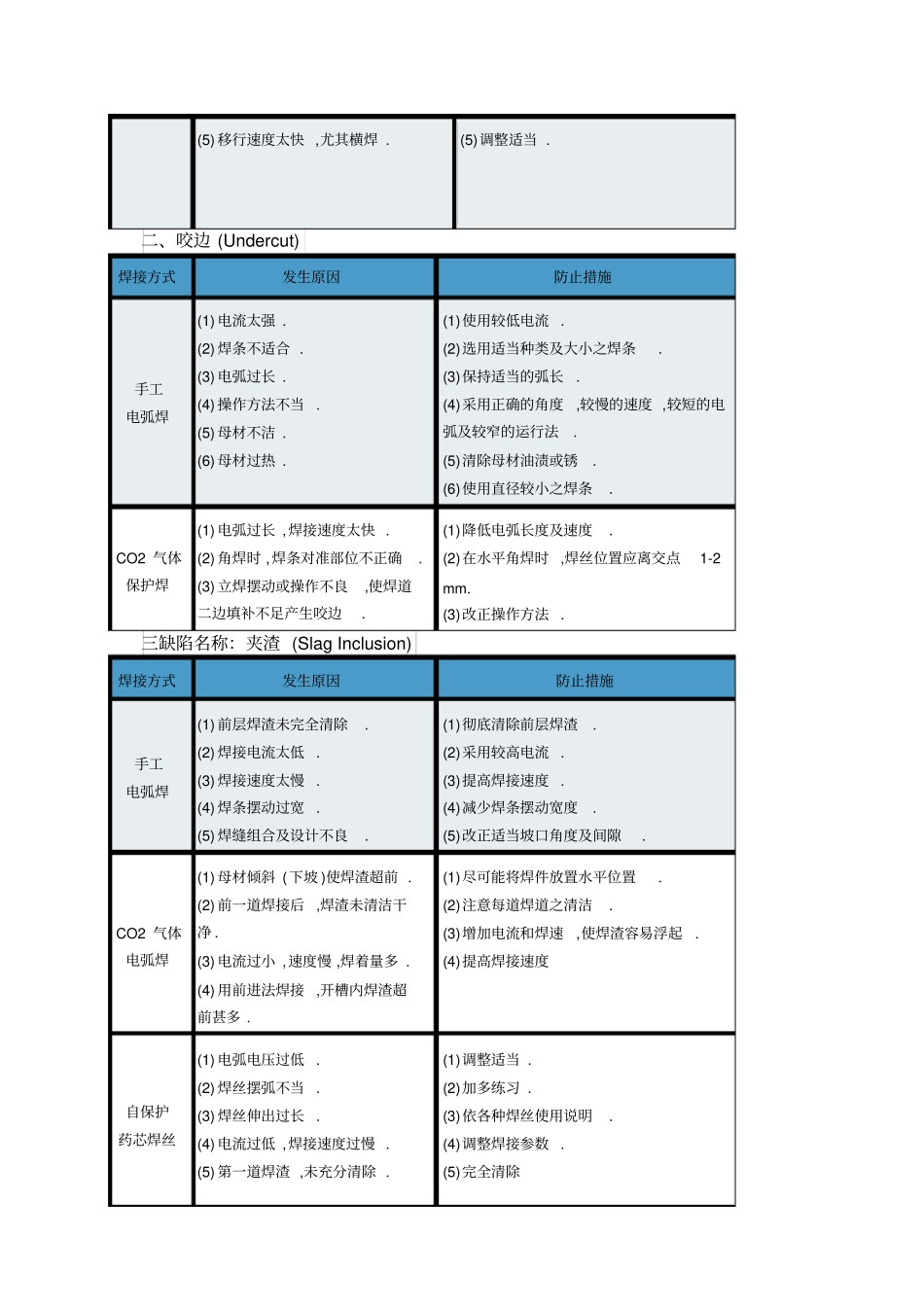
自保护药芯焊丝(1)