手工电弧焊焊接工艺本工艺适用于低碳钢和低合金高强度各种大型钢结构工程制造重要结构的焊接
一、焊前准备1
根据施焊结构钢材的强度等级,各种接头形式选择相等强度等级牌号和合适焊条直径
当施工环境温度低于0℃,或钢材的碳当量大于0
41 %及结构刚性过大,构件较厚时应采用焊前预热措施,预热温度为 80℃~ 100℃,预热范围为板厚的5 倍,但不小于100mm
工件厚度大于6 mm 对接焊时,为确保焊透强度,在板材的对接边沿开切V 形或 X 形坡口, 坡口角度 α 为 60° ,钝边p=0~1 mm , 装配间隙b=0~1 mm,如图1
当板厚差≥ 4 mm时,应对较厚板材的对接边缘进行削斜处理,如图2
焊条烘焙:酸性药皮类型焊条焊前烘焙150℃× 2 保温 2小时;碱性药皮类焊条焊前必须进行300~350℃× 2 烘焙,并保温 2 小时才能使用
焊前接头清洁要求,在坡口或焊接处两侧30 mm范围内影响焊缝质量的毛刺、油污、水、铁锈等脏物及氧化皮,必须清除干净
在板缝两端如余量小于50 mm时,焊前两端应加引弧、熄弧板,其规格不小于50×50 mm
二、焊接材料的选用1
首先考虑母材强度等级与焊条等级相匹配和不同药皮类型焊条的使用特性
考虑物件的工作条件,凡承受动载荷、 高应力或形状复杂,刚性较大,应选用抗裂性能和冲击韧性号的低氢型焊条
在满足使用性能和操作性能的前提下,应适当选用规格大效率高的铁粉焊条,以提高焊接生产效率
三、焊接规范1
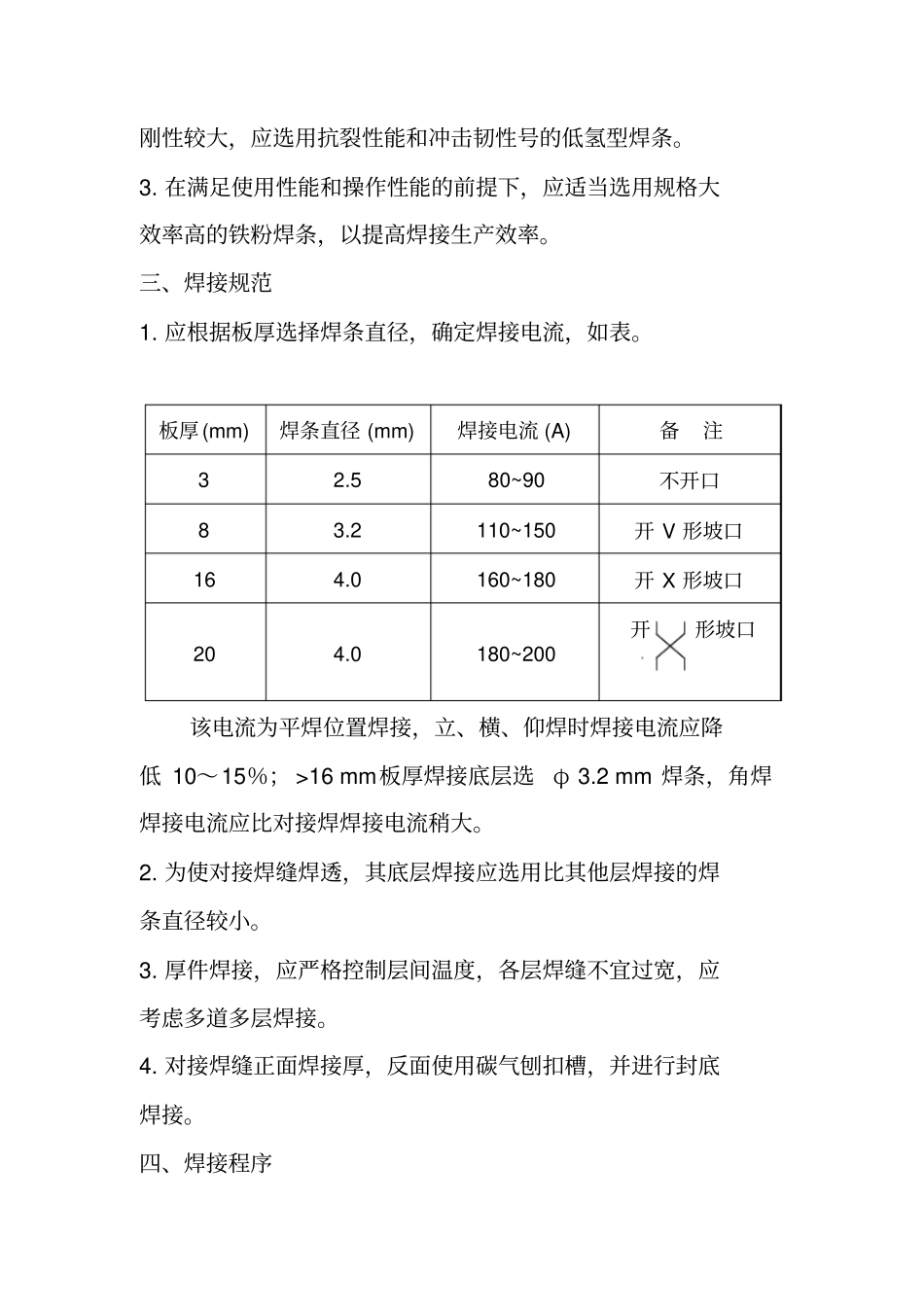
应根据板厚选择焊条直径,确定焊接电流,如表
该电流为平焊位置焊接,立、横、仰焊时焊接电流应降低 10~15%; >16 mm板厚焊接底层选φ 3
2 mm 焊条,角焊焊接电流应比对接焊焊接电流稍大
为使对接焊缝焊透,其底层焊接应选用比其他层焊接的焊条直径较小
厚件焊接,应严格控制层间温度