1 挤出成型模具塑料成型模具是一种成型塑料制品用的模具
挤出成型模具将 挤出机塑机的熔融料, 在被挤压条件下, 从其空腔内通过, 成型处结构,形状,尺寸达到工艺要求的型坯,经冷却定型后成为制品
通常人们也把这种与 挤出机 机筒连接的成型制品模具成为“机头”
挤出成型塑料制品的所用模具品种比较多
模具中各零件的制造质量,结构选择及工作中工艺条件的变化,对塑料管的成型质量都要产生直接影响
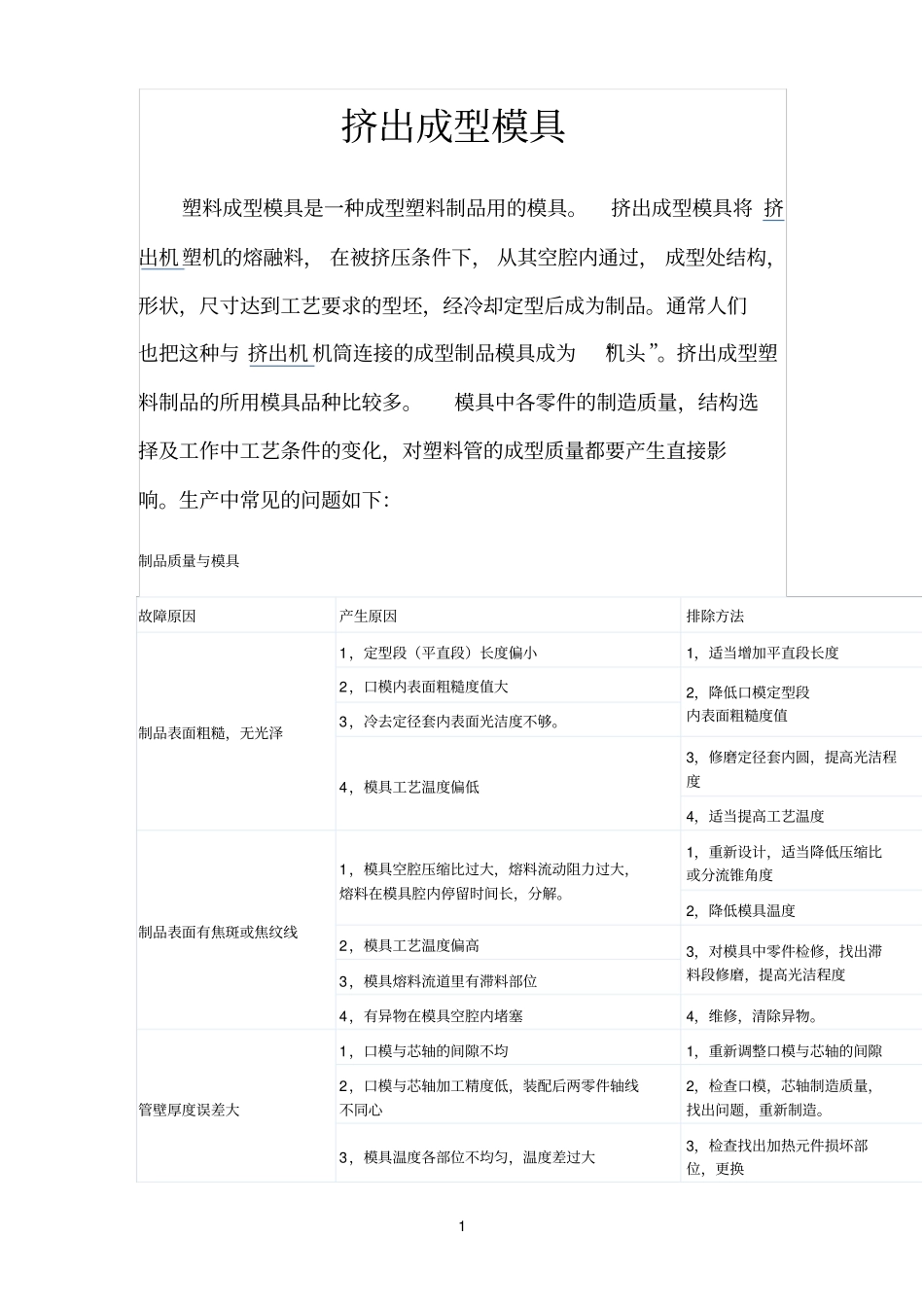
生产中常见的问题如下:制品质量与模具故障原因产生原因排除方法制品表面粗糙,无光泽1,定型段(平直段)长度偏小1,适当增加平直段长度2,口模内表面粗糙度值大2,降低口模定型段内表面粗糙度值3,冷去定径套内表面光洁度不够
4,模具工艺温度偏低3,修磨定径套内圆,提高光洁程度4,适当提高工艺温度制品表面有焦斑或焦纹线1,模具空腔压缩比过大,熔料流动阻力过大,熔料在模具腔内停留时间长,分解
1,重新设计,适当降低压缩比或分流锥角度2,降低模具温度2,模具工艺温度偏高3,对模具中零件检修,找出滞料段修磨,提高光洁程度3,模具熔料流道里有滞料部位4,有异物在模具空腔内堵塞4,维修,清除异物
管壁厚度误差大1,口模与芯轴的间隙不均1,重新调整口模与芯轴的间隙2,口模与芯轴加工精度低,装配后两零件轴线不同心2,检查口模,芯轴制造质量,找出问题,重新制造
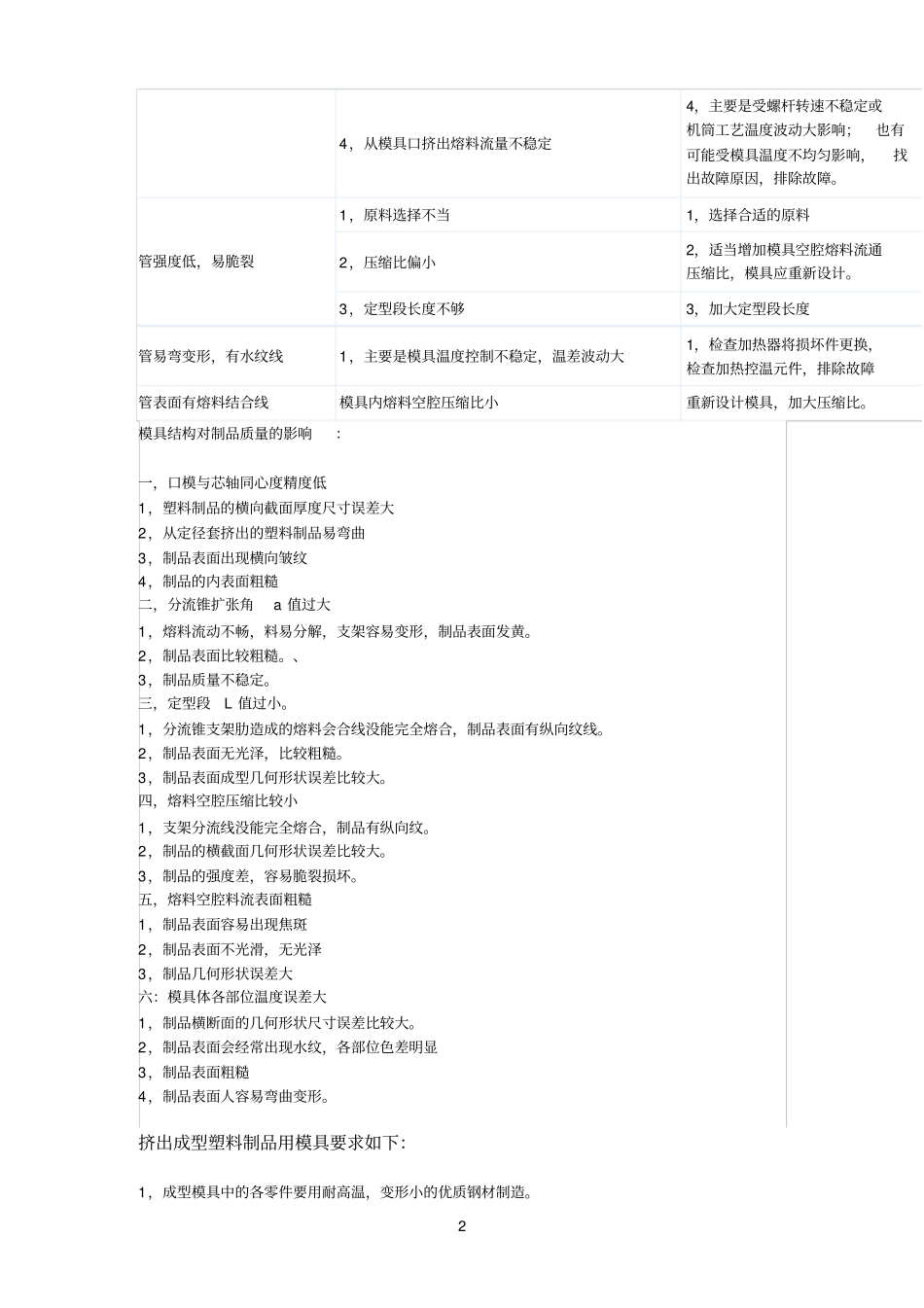
3,模具温度各部位不均匀,温度差过大3,检查找出加热元件损坏部位,更换2 4,从模具口挤出熔料流量不稳定4,主要是受螺杆转速不稳定或机筒工艺温度波动大影响;也有可能受模具温度不均匀影响,找出故障原因,排除故障
管强度低,易脆裂1,原料选择不当1,选择合适的原料2,压缩比偏小2,适当增加模具空腔熔料流通压缩比,模具应重新设计
3,定型段长度不够3,加大定型段长度管易弯变形,有水纹线1,主要是模具温度控制不稳定,温差波动大1,检查加热器将损坏件更换,检查加热控温元