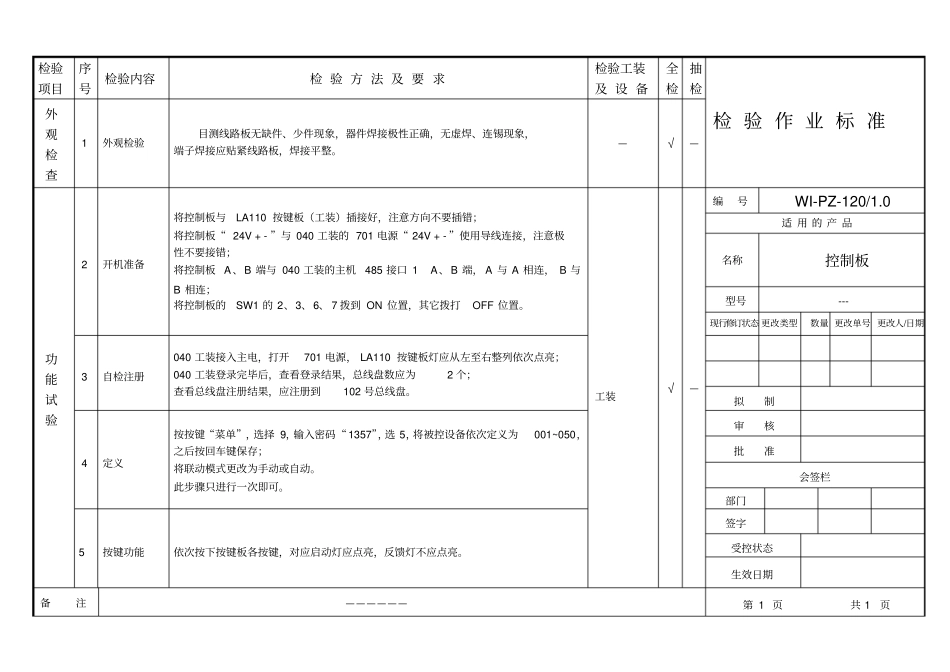
检验项目序号检验内容检 验 方 法 及 要 求检验工装及 设 备全检抽检检 验 作 业 标 准外观检查1 外观检验目测线路板无缺件、少件现象,器件焊接极性正确,无虚焊、连锡现象,端子焊接应贴紧线路板,焊接平整
—√—功能试验2 开机准备将控制板与LA110 按键板(工装)插接好,注意方向不要插错;将控制板“ 24V + - ”与 040 工装的 701 电源“ 24V + - ”使用导线连接,注意极性不要接错;将控制板 A、B 端与 040 工装的主机485 接口 1 A、B 端, A 与 A 相连, B 与B 相连;将控制板的SW1 的 2、3、6、 7 拨到 ON 位置,其它拨打OFF 位置
工装√—编号WI-PZ-120/1
0适 用 的 产 品名称控制板型号--- 现行修订状态 更改类型数量 更改单号 更改人/日期3 自检注册040 工装接入主电,打开701 电源, LA110 按键板灯应从左至右整列依次点亮;040 工装登录完毕后,查看登录结果,总线盘数应为2 个;查看总线盘注册结果,应注册到102 号总线盘
拟制4 定义按按键“菜单”,选择 9,输入密码“1357”,选 5,将被控设备依次定义为001~050,之后按回车键保存;将联动模式更改为手动或自动
此步骤只进行一次即可
审核批准会签栏部门5 按键功能依次按下按键板各按键,对应启动灯应点亮,反馈灯不应点亮
签字受控状态生效日期备注——————第 1 页共 1 页