1 基础弯管教程 图3 基本主要工装 主要基本工装——开了槽的弯模、夹模和压模组成弯管必须的主要工装(见图 3 )
弯模防止管件变形并帮助形成指定的弯曲半径
夹模在弯曲过程中固定管件位置
压模将管子送入弯模
参考表 1 ,决定无芯棒弯管的最小中心线半径
此表不考虑材料的不同,只考虑管子直径、管壁厚度和中心线弯曲半径
无芯棒弯管最小弯曲半径(英寸)
1 2 0 管子直径 3 /1 6 5 /1 6 1 /4 3 /1 6 -- -- -- 1 /4 1 /2 3 /8 5 /1 6 -- -- -- 5 /1 6 7 /8 3 /4 5 /8 -- -- -- 3 /8 1 1 /2 1 1 /4 1 1 /8 1 -- -- 1 /2 2 1 /4 2 1 3 /4 1 1 /2 -- -- 3 /4 4 3 2 1 /2 2 -- -- 1 8 6 4 3 2 2 1 1 /2 -- -- 1 2 1 0 8 6 2 -- -- -- 2 4 2 0 1 6 2 1 /2 -- -- -- -- 2 4 2 0 2 3 -- -- -- -- -- 25 表1 回弹控制——不用芯棒时回弹很厉害
这在选择弯模时就要考虑
术语“回弹”是指加工成型后金属的回复原形趋向
根据弯曲半径的不同,回弹会使管子回复 2 到 10 度,也可能增加管子的弯曲半径
弯曲半径越小,回弹越小
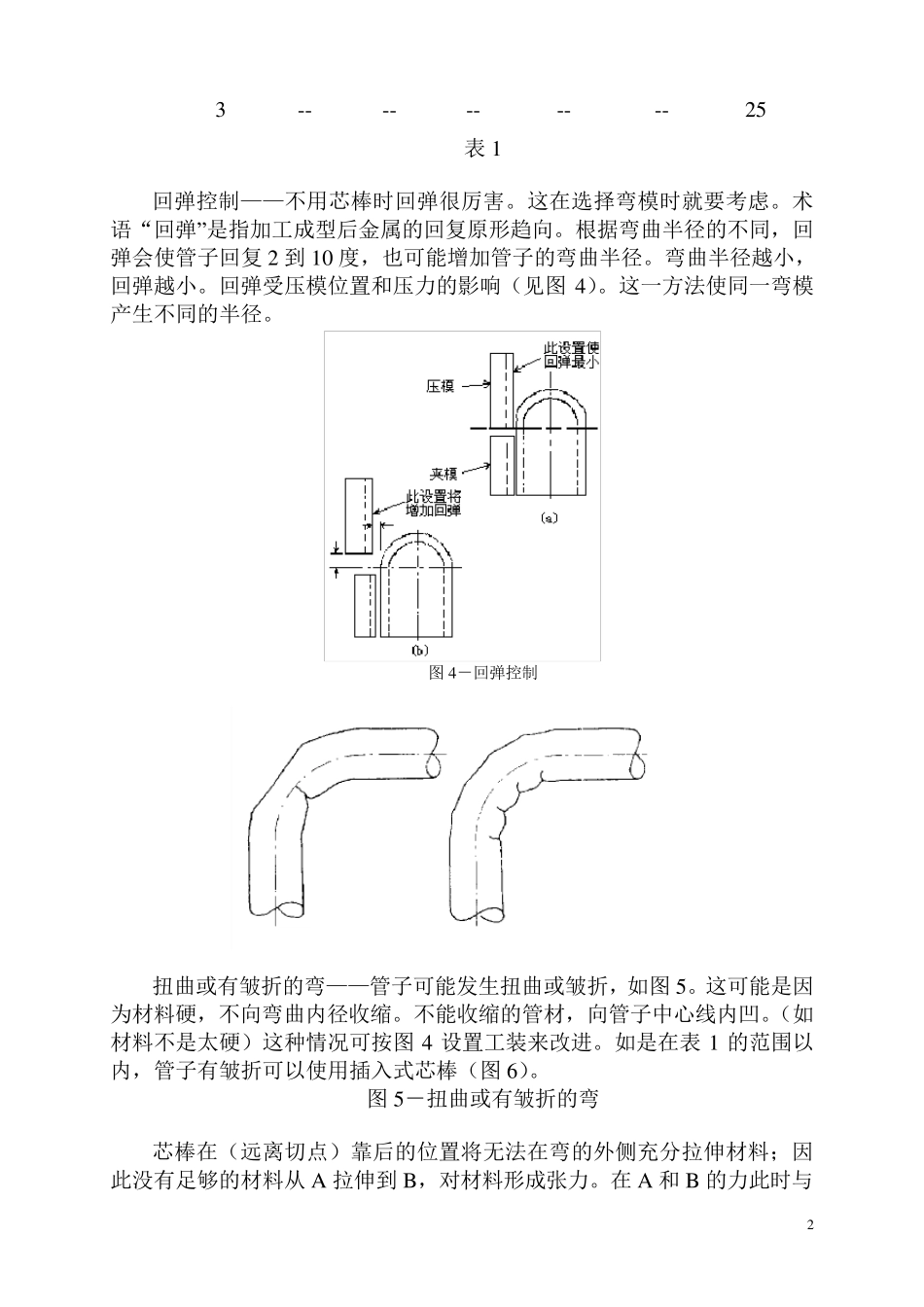
回弹受压模位置和压力的影响(见图 4)
这一方法使同一弯模产生不同的半径
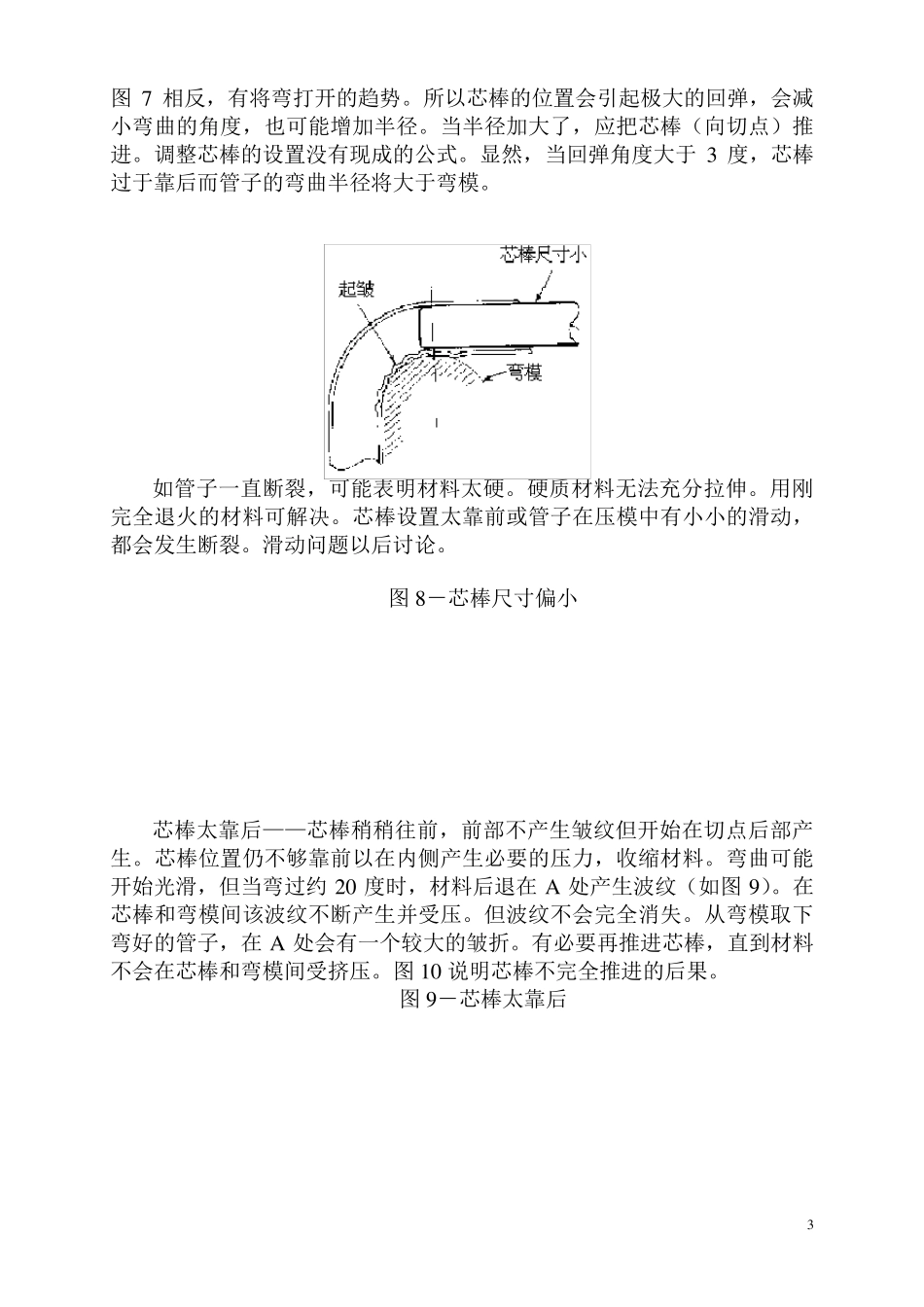
图 4-回弹控制 扭曲或有皱折的弯——管子可能发生扭曲或皱折,如图 5
这可能是因为材料硬,不向弯曲内径收缩
不能收缩的管材,向管子中心线内凹
(如材料不是太硬)这种情况可按图 4 设置工装来改进
如是在表1 的范围以内,管子有皱折可以使用插入式芯棒(图 6)