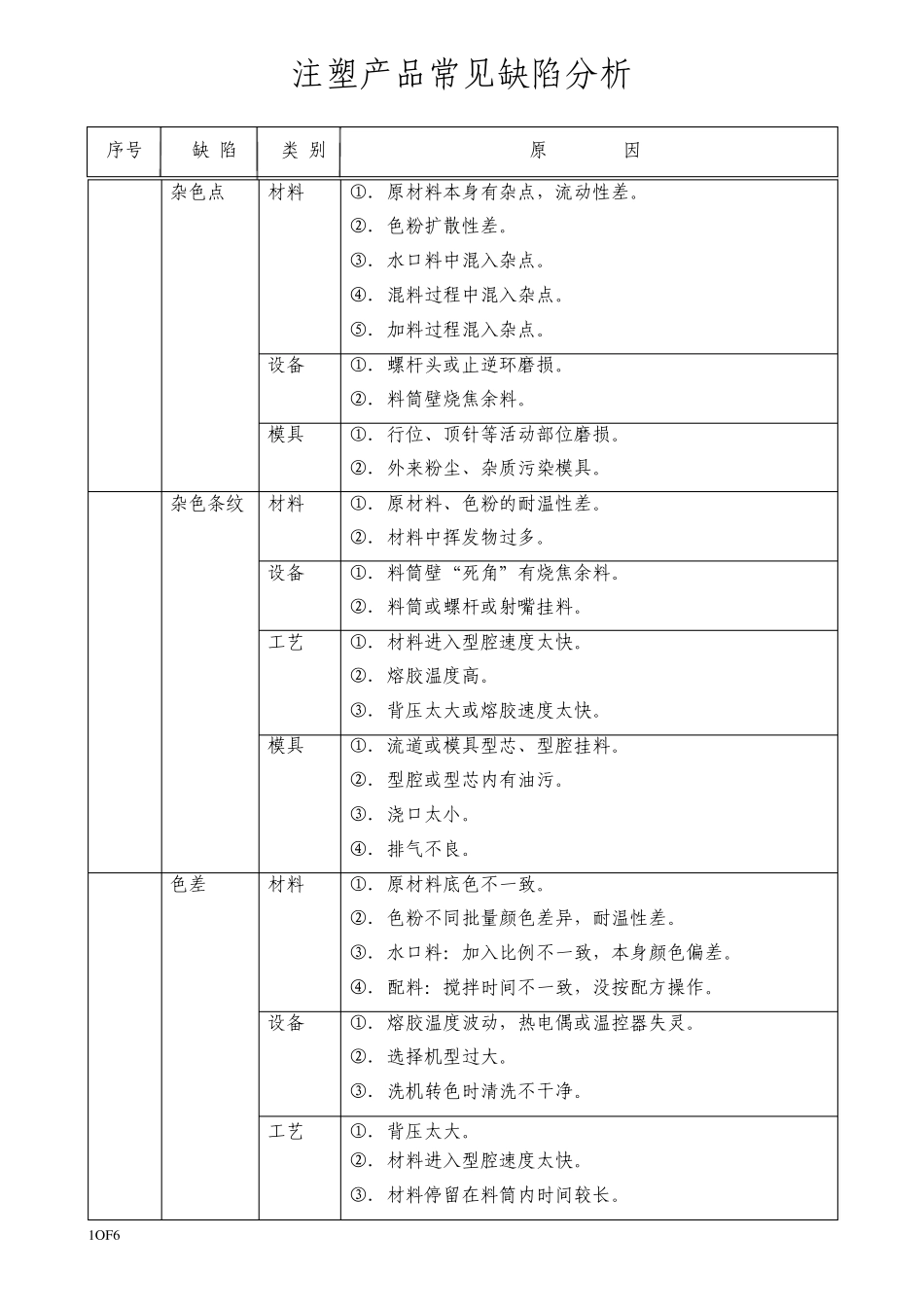
注塑产品常见缺陷分析 1O F6 序号 类 别 缺 陷 原 因 1 杂色点 材料 ①.原材料本身有杂点,流动性差
②.色粉扩散性差
③.水口料中混入杂点
④.混料过程中混入杂点
⑤.加料过程混入杂点
设备 ①.螺杆头或止逆环磨损
②.料筒壁烧焦余料
模具 ①.行位、顶针等活动部位磨损
②.外来粉尘、杂质污染模具
2 杂色条纹 材料 ①.原材料、色粉的耐温性差
②.材料中挥发物过多
设备 ①.料筒壁“死角”有烧焦余料
②.料筒或螺杆或射嘴挂料
工艺 ①.材料进入型腔速度太快
②.熔胶温度高
③.背压太大或熔胶速度太快
模具 ①.流道或模具型芯、型腔挂料
②.型腔或型芯内有油污
③.浇口太小
④.排气不良
3 色差 材料 ①.原材料底色不一致
②.色粉不同批量颜色差异,耐温性差
③.水口料:加入比例不一致,本身颜色偏差
④.配料:搅拌时间不一致,没按配方操作
设备 ①.熔胶温度波动,热电偶或温控器失灵
②.选择机型过大
③.洗机转色时清洗不干净
工艺 ①.背压太大
②.材料进入型腔速度太快
③.材料停留在料筒内时间较长
注塑产品常见缺陷分析 2O F6 序号 类 别 缺 陷 原 因 3 色差 工艺 ④.熔胶温度高或低
⑤.烘料温度高,时间长 模具 ①.模具型腔内未清洗干净
4 混色 材料 ①.原材料流动性差
②.色粉分散性差
③.配料:搅拌时间太长,未按配方操作
工艺 ①.熔胶温度偏低
②.熔胶速度快,背压偏低
设备 ①.机器熔胶量不够
5 发白 工艺 ①.进入型腔内材料太多
②.射胶压力偏大,保压时间过长
④.太快的开模速度
⑤.料温较低
⑥.计量偏差
⑦.顶出速度较快
模具 ①.前、后模正常温度调节
②.模具脱模斜度和抛光方向
③.模具表面刮伤、碰伤
④.顶出杆位置