24/10/20机加工培训资料路漫漫其悠远机加工培训资料机加工培训资料路漫漫其悠远目录2
加工中心编程4
客户标准机加工培训资料路漫漫其悠远1
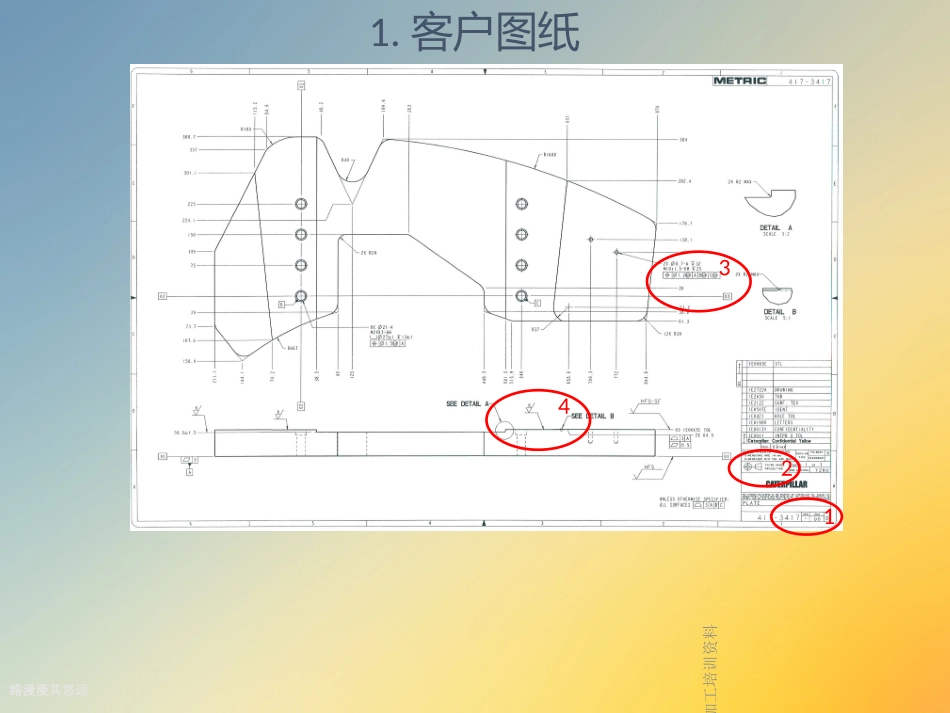
客户图纸注意事项:1
图纸版本号2
绘图视角:第三视角3
图纸孔径公差:见1E04214
图纸加工符号:见1E21222341机加工培训资料路漫漫其悠远非圆孔的公差按最大尺寸公差算1E0421孔公差机加工培训资料路漫漫其悠远机加工培训资料路漫漫其悠远机加工培训资料路漫漫其悠远常用的钻头有扁钻、麻花钻、中心钻、扩孔钻、G钻等
其中尤以麻花钻最为典型
钻削加工-钻头机加工培训资料路漫漫其悠远钻削加工—夹具钻削加工—钻头钻芯直径刃带宽主切削刃横刃修磨机加工培训资料路漫漫其悠远钻头锋角(钻顶角)小锋角例:α=90°一般锋角例:γ=118°大锋角例:β=140°锋角小轴向抗力下降・扭矩增大・切削刃长增长・切削厚度变浅・切屑厚度变薄・稳定性增强・锋角大轴向抗力增加・扭矩减小・切削刃长减短・切削厚度变深・切屑厚度变厚・稳定性降低・锋角和切削厚度锋角和切削厚度机加工培训资料路漫漫其悠远后面・后角切削刃后面切削刃后角后面:切削刃切入时,为了避开与被切削材料不必要摩擦的面
后角:后刀面与被切面的夹角
这个角度太小,后面与切削材料的摩擦增加,发热增加
后角小,切削刃的强度增加,与被切削材料的摩擦增大,容易发生后面磨损最适于高硬度材加工・高精度加工或高进给切削后角大,切削性能提高能够抑制切削发热,与被切削材料的摩擦小,不过切削刃的强度较差最适于切削抵抗小的铝系銅・塑料的切削前面:刀具切入材料,和将切屑排起的面
前面切削刃前角:前面与切屑卷起的夹角
这个角度越大,切削越锋利
前角切削刃前面前・角机加工培训资料路漫漫其悠远钻削加工—钻头切削基础V:切削速度F:进给速度(mm/min)D:钻头直径(mm)