搅拌摩擦焊一、 搅拌摩擦焊的定义及原理搅拌摩擦焊( Friction Stir Welding,简称 FSW)是基于摩擦焊技术的基本原理,由英国焊接研究所( TWI)于 1991 年发明的一种新型固相连接技术
与常规摩擦焊相比,其不受轴类零件的限制,可进行板材的对接、搭接、角接及全位置焊接
与传统的熔化焊方法相比,搅拌摩擦焊接头不会产生与熔化有关的如裂纹、气孔及合金元素的烧损等焊接缺陷;焊接过程中不需要填充材料和保护气体,使得以往通过传统熔焊方法无法实现焊接的材料通过搅拌摩擦焊技术得以实现连接;焊接前无须进行复杂的预处理,焊接后残余应力和变形小;焊接时无弧光辐射、烟尘和飞溅,噪音低;因而,搅拌摩擦焊是一种经济、高效、高质量的“绿色”焊接技术,被誉为“继激光焊后又一次革命性的焊接技术”
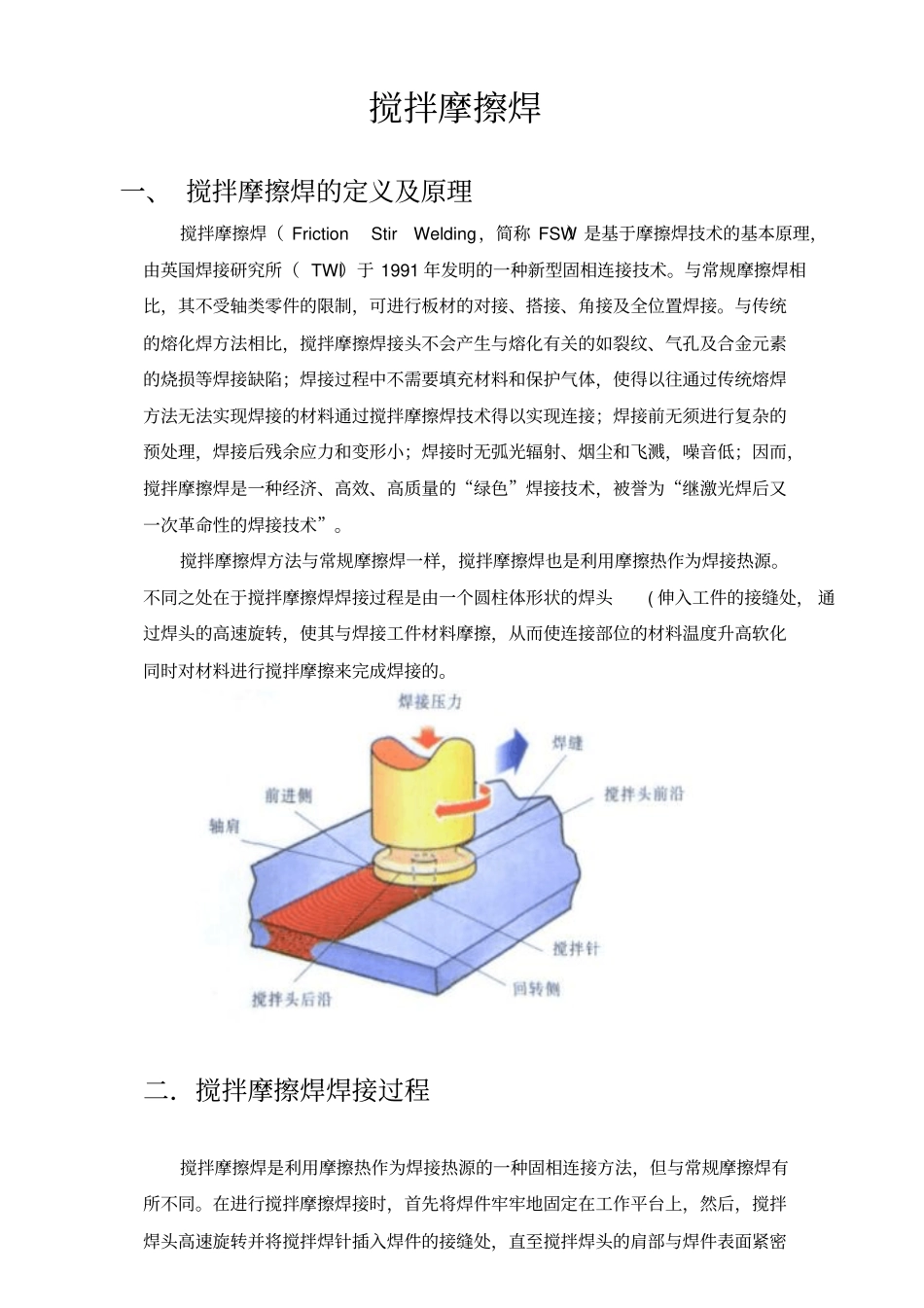
搅拌摩擦焊方法与常规摩擦焊一样,搅拌摩擦焊也是利用摩擦热作为焊接热源
不同之处在于搅拌摩擦焊焊接过程是由一个圆柱体形状的焊头( 伸入工件的接缝处, 通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化同时对材料进行搅拌摩擦来完成焊接的
二.搅拌摩擦焊焊接过程搅拌摩擦焊是利用摩擦热作为焊接热源的一种固相连接方法,但与常规摩擦焊有所不同
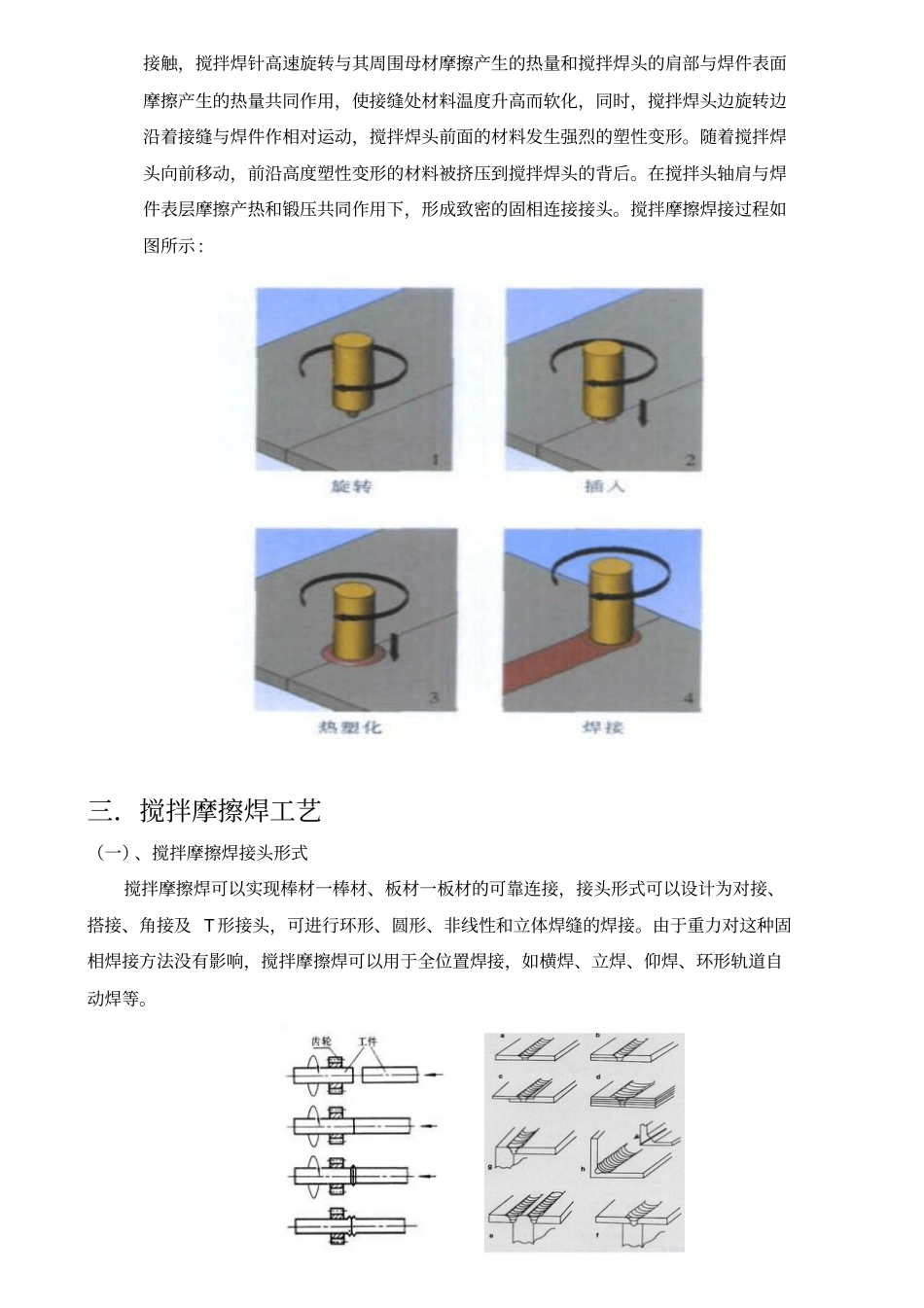
在进行搅拌摩擦焊接时,首先将焊件牢牢地固定在工作平台上,然后,搅拌焊头高速旋转并将搅拌焊针插入焊件的接缝处,直至搅拌焊头的肩部与焊件表面紧密接触,搅拌焊针高速旋转与其周围母材摩擦产生的热量和搅拌焊头的肩部与焊件表面摩擦产生的热量共同作用,使接缝处材料温度升高而软化,同时,搅拌焊头边旋转边沿着接缝与焊件作相对运动,搅拌焊头前面的材料发生强烈的塑性变形
随着搅拌焊头向前移动,前沿高度塑性变形的材料被挤压到搅拌焊头的背后
在搅拌头轴肩与焊件表层摩擦产热和锻压共同作用下,形成致密的固相连接接头
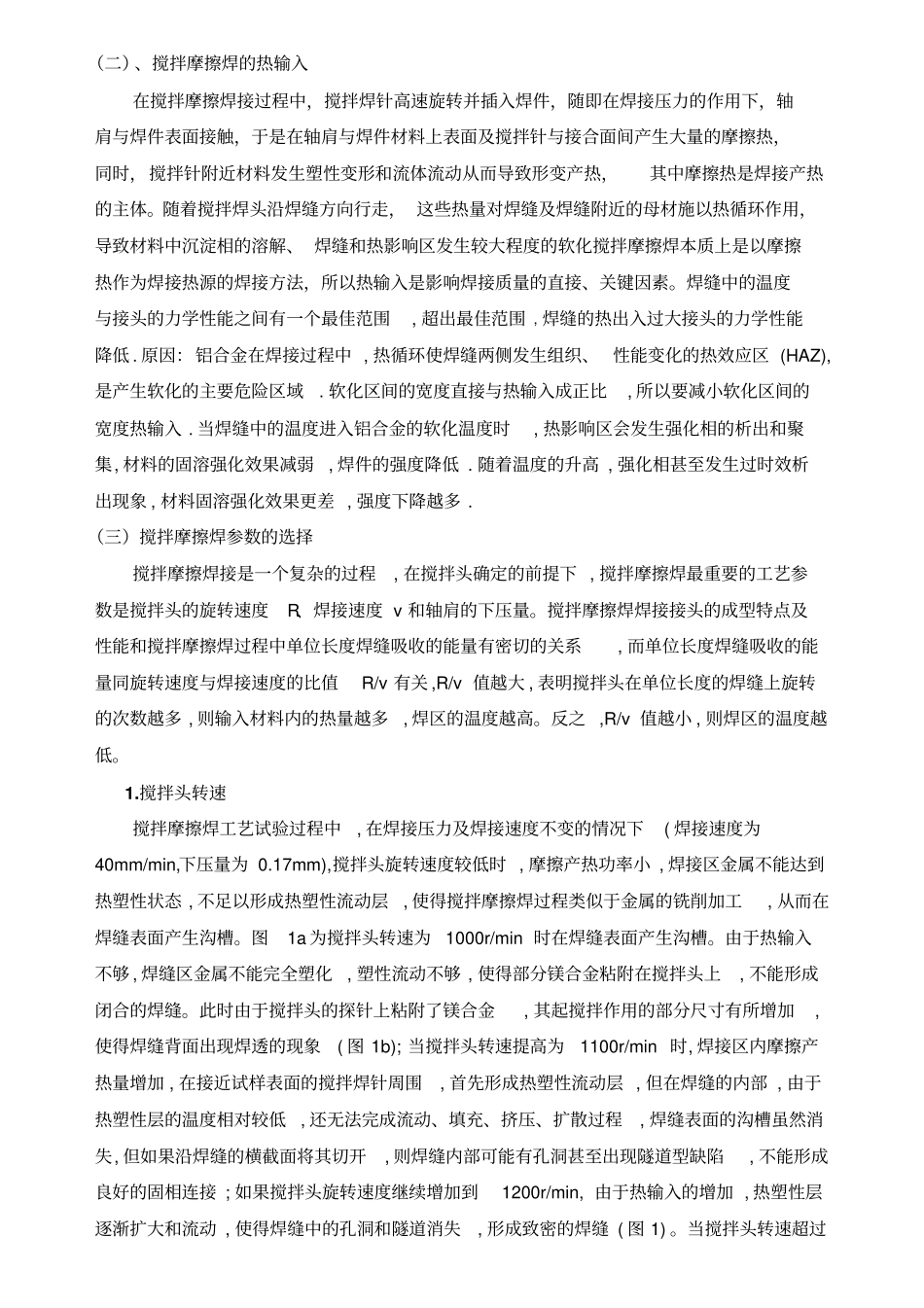
搅拌摩擦焊接过程如图所示 : 三.搅拌摩擦焊工艺(一)