常用塑料的注塑工艺 一、聚乙烯-PE 1.物理特性: 一般常用聚乙烯为高密聚乙烯(HDPE)密度0
95 熔点130℃,低密聚乙烯(LDPE)密度0
92 熔点120℃
2. 工艺特性: ①结晶型聚合物,有明显的熔点,软化温度范围窄(3—5℃) ②注塑压力的变化对聚乙烯的流动性的影响比料筒温度的影响要明显,所以在注塑成型时先从 注塑压力方面考虑
但过高的剪切速率会出现熔体破裂现象,在制品表面出现毛糙、斑纹等熔体破裂现象
③ 乙烯吸水性低,含水小于 0
01℅,生产时可以不进行干燥处理
如储藏不当引起水分过量 可在 70-80℃温度下干燥 1-2h
④ 收缩率大且方向性明显,制品易翘曲变形
HDPE 收缩率 1
5-5℅,LDPE 收缩率 2-5℅,收缩率 一般视制品壁厚而定,制品壁厚越大收缩率越大
⑤ 聚乙烯对注塑机无特殊要求,一般均可使用
3. 制品与模具 ① 制品 制品的壁厚与熔体的流动长度有关,而聚乙烯的流动性又随密度的不同有所不同, 因此在选择制品厚度时需充分考虑流动比,低密聚乙烯的流长比为280:1,高密度聚乙烯的流长比为230:1
在选择制品的壁厚时,应考率收缩率的影响,从有利于熔体流动、减少制品收缩的角度出发,一般聚乙烯的壁厚应在 1-3
5m m 之间
② 模具的排气孔槽深度应控制在 0
03m m 以下
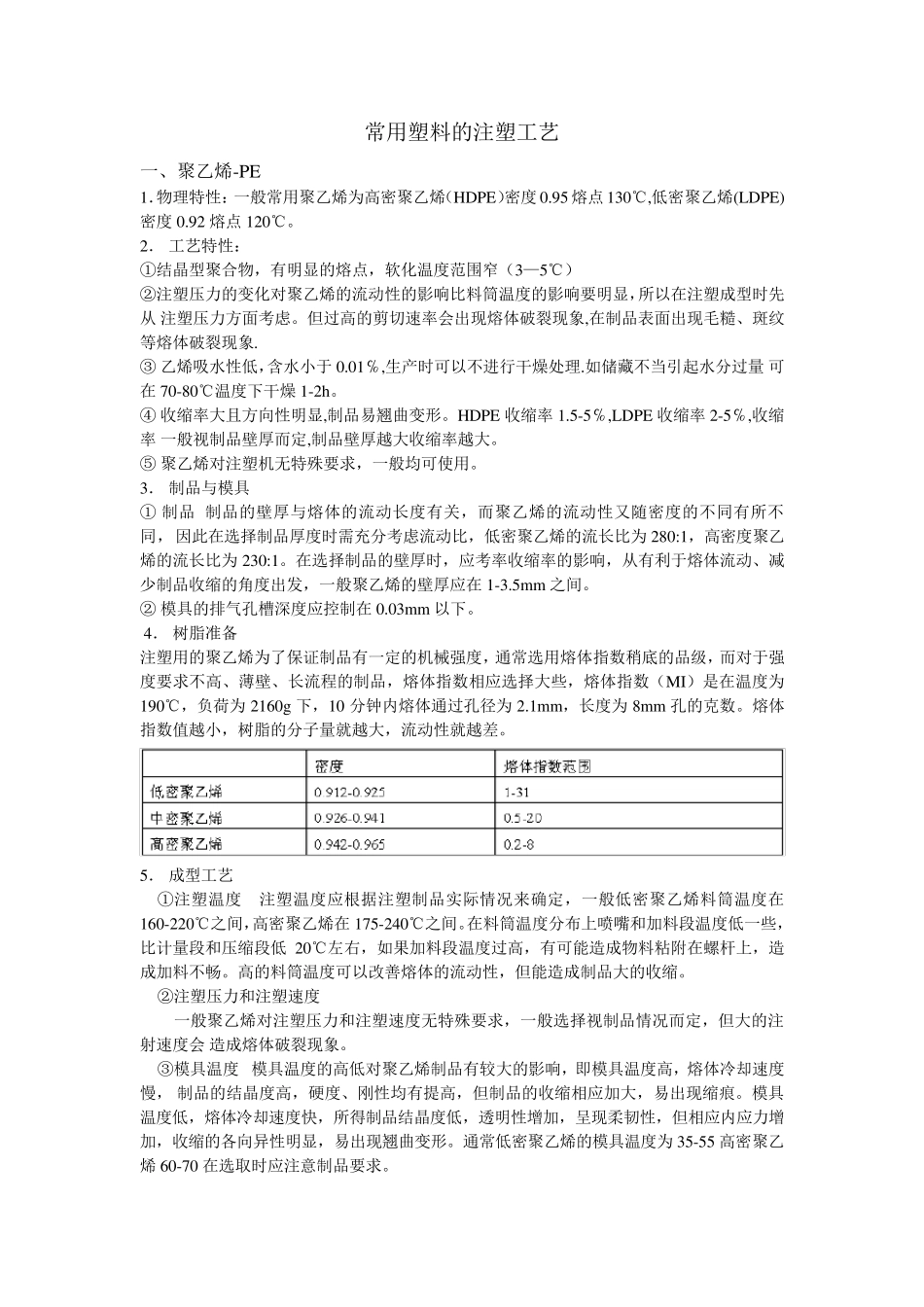
4. 树脂准备 注塑用的聚乙烯为了保证制品有一定的机械强度,通常选用熔体指数稍底的品级,而对于强度要求不高、薄壁、长流程的制品,熔体指数相应选择大些,熔体指数(MI)是在温度为190℃,负荷为2160g 下,10 分钟内熔体通过孔径为2
1m m ,长度为8m m 孔的克数
熔体指数值越小,树脂的分子量就越大,流动性就越差
5. 成型工艺 ①注塑温度 注塑温度应根据注塑制品实际情况来确定,一般低密聚乙烯料筒温度在160-220℃之间,高密聚