常见机械加工工艺 1
车削 车削主要是在车床上,利用刀具对旋转的工件进行切削加工
车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工
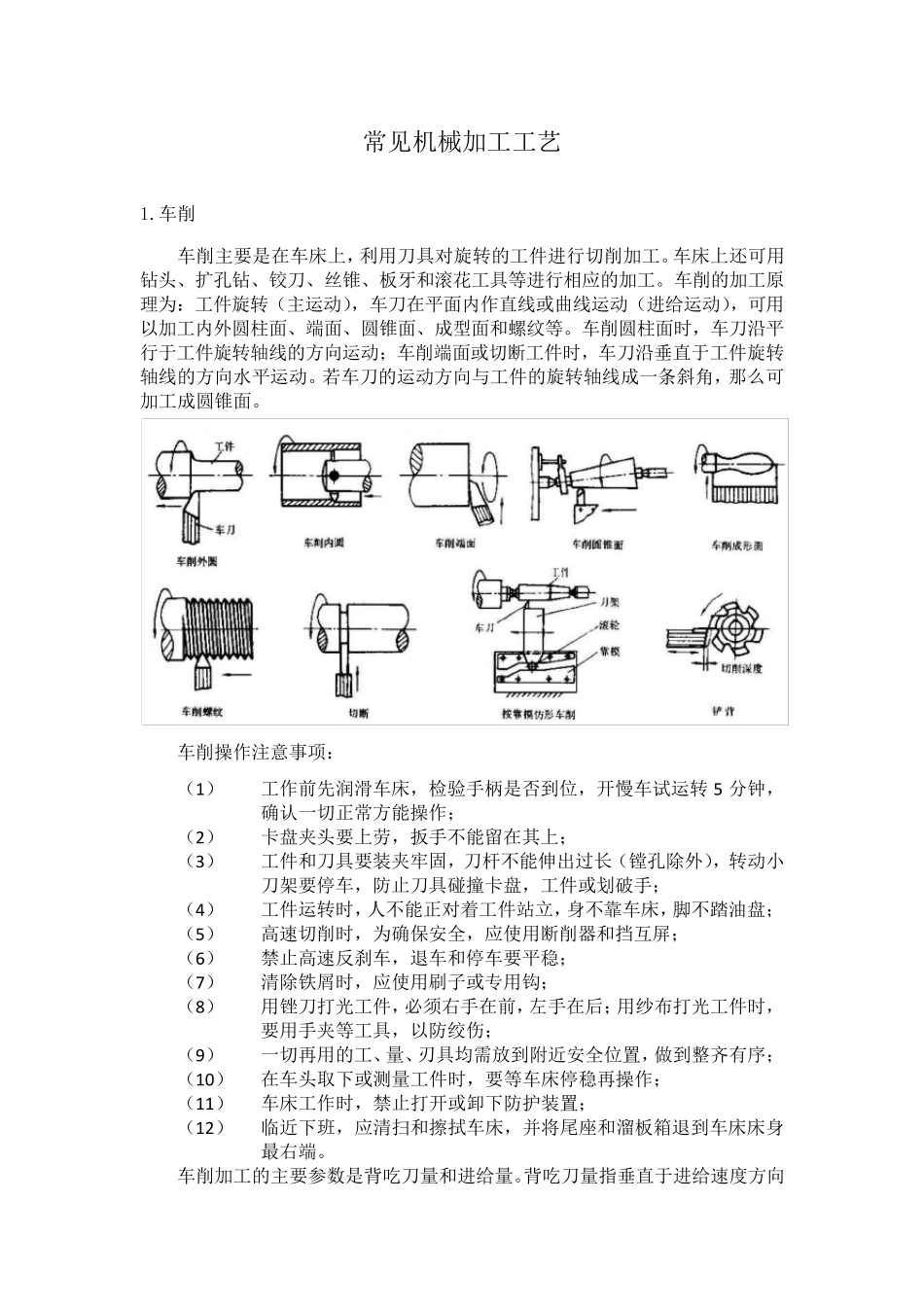
车削的加工原理为:工件旋转(主运动),车刀在平面内作直线或曲线运动(进给运动),可用以加工内外圆柱面、端面、圆锥面、成型面和螺纹等
车削圆柱面时,车刀沿平行于工件旋转轴线的方向运动;车削端面或切断工件时,车刀沿垂直于工件旋转轴线的方向水平运动
若车刀的运动方向与工件的旋转轴线成一条斜角,那么可加工成圆锥面
车削操作注意事项: (1) 工作前先润滑车床,检验手柄是否到位,开慢车试运转5 分钟,确认一切正常方能操作; (2) 卡盘夹头要上劳,扳手不能留在其上; (3) 工件和刀具要装夹牢固,刀杆不能伸出过长(镗孔除外),转动小刀架要停车,防止刀具碰撞卡盘,工件或划破手; (4) 工件运转时,人不能正对着工件站立,身不靠车床,脚不踏油盘; (5) 高速切削时,为确保安全,应使用断削器和挡互 屏 ; (6) 禁 止高速反 刹 车,退 车和停车要平稳 ; (7) 清 除铁 屑 时,应使用刷 子 或专 用钩 ; (8) 用锉 刀打 光 工件,必 须 右 手在前,左 手在后 ;用纱 布 打 光 工件时,要用手夹等工具,以防绞 伤 ; (9) 一切再 用的工、量 、刃 具均 需 放 到附 近 安全位置 ,做 到整 齐 有 序 ; (10) 在车头取 下 或测 量 工件时,要等车床停稳 再 操作; (11) 车床工作时,禁 止打 开或卸 下 防护 装置 ; (12) 临 近 下 班 ,应清 扫 和擦 拭 车床,并 将 尾 座 和溜 板箱 退 到车床床身最 右 端
车削加工的主要参 数 是背 吃 刀量 和进给量
背 吃 刀量 指 垂直于进给速度 方向的切削层最大尺寸,一般指工件上以加工表面和待加工表面间的垂直距离
进给量是指工件(或刀具)