常见钣金工艺技术及案例(2 ) 时间:2010-6-29 13:23:10 点击:190 核心提示:常见钣金工艺技术及案例
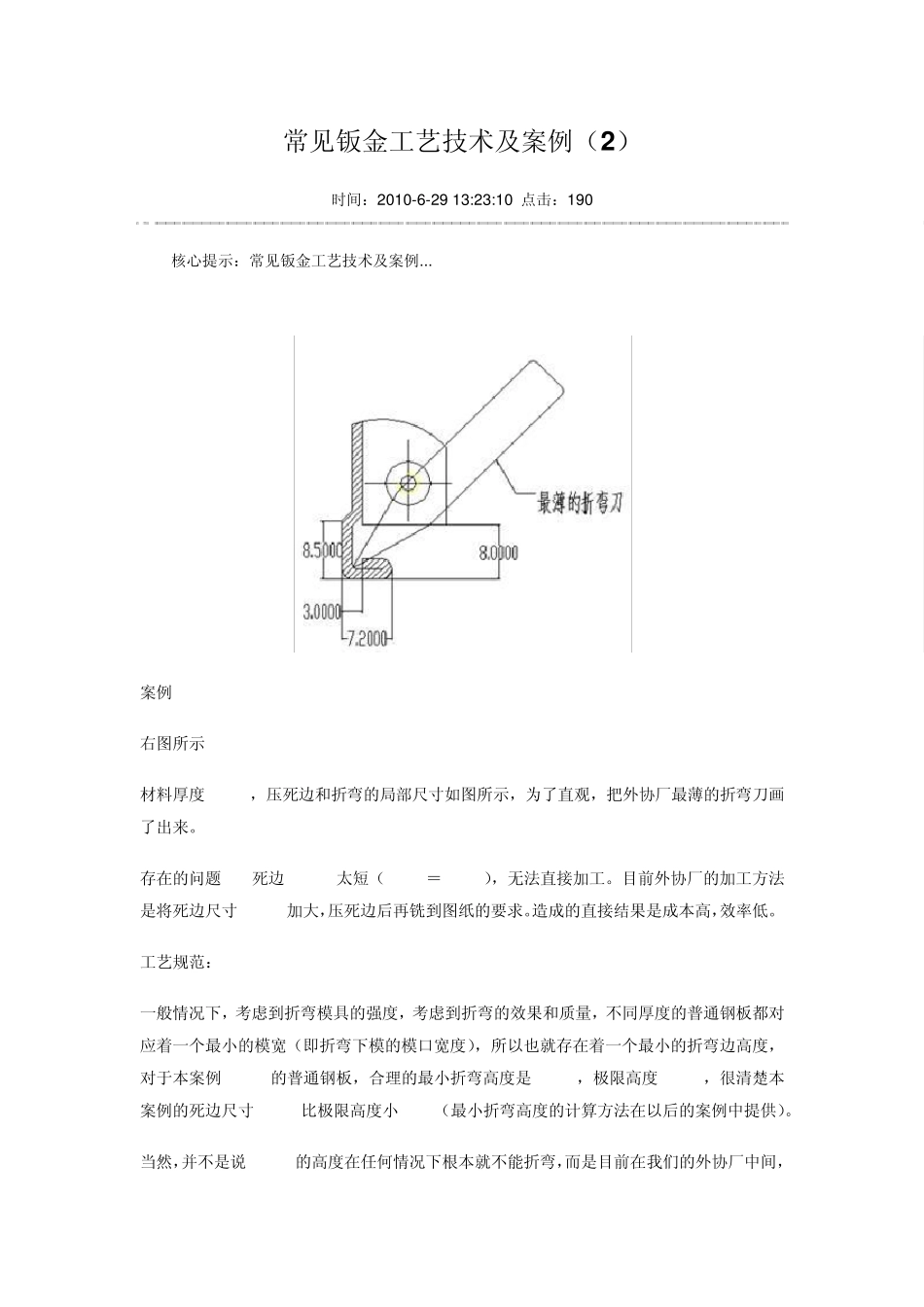
案例7 右图所示 材料厚度1
5mm,压死边和折弯的局部尺寸如图所示,为了直观,把外协厂最薄的折弯刀画了出来
存在的问题 1: 死边4
2mm太短(7
2mm),无法直接加工
目前外协厂的加工方法是将死边尺寸4
2mm加大,压死边后再铣到图纸的要求
造成的直接结果是成本高,效率低
工艺规范: 一般情况下,考虑到折弯模具的强度,考虑到折弯的效果和质量,不同厚度的普通钢板都对应着一个最小的模宽(即折弯下模的模口宽度),所以也就存在着一个最小的折弯边高度,对于本案例1
5mm的普通钢板,合理的最小折弯高度是 6
3mm,极限高度5
3mm,很清楚本案例的死边尺寸4
2mm比极限高度小 1
1mm(最小折弯高度的计算方法在以后的案例中提供)
当然,并不是说 4
2mm的高度在任何情况下根本就不能折弯,而是目前在我们的外协厂中间,包括很有实力的外协厂,用通用的,简捷的加工方法都无能为力
注意事项:注意不同厚度的钢板都对应着最小折弯高度
存在的问题 2: 死边的边缘到折弯圆弧的距离太小,折弯时折弯刀和死边的边缘发生干涉,我们把外协厂最薄的折弯刀按 1:1的比例画出来,看一看干涉的情况
一旦干涉,便不能折弯,目前外协厂的加工方法是在铣加工时多铣掉一些,只剩下最后的2mm,再折弯成型,保证 7
2mm的尺寸
工艺规范: 一般加工过程中都存在着结构让位,例如机械加工中的退刀槽,就是保证刀具和非加工部位不能发生碰撞和干涉;同样在折弯加工中也存在着让位问题,目前外协厂在保证折弯刀具强度的情况下,几乎把折弯刀具最小化了,特别是一些有实力的外协厂,折弯刀具准备的非常到位,最好能获取外协厂的折弯刀图纸,在结构设计时进行模拟
注意事项:在设计折弯结构