保温水箱的制作工艺说明:这种制作工艺适合保温外板是不锈钢材质的,而不适合彩钢瓦保温外板
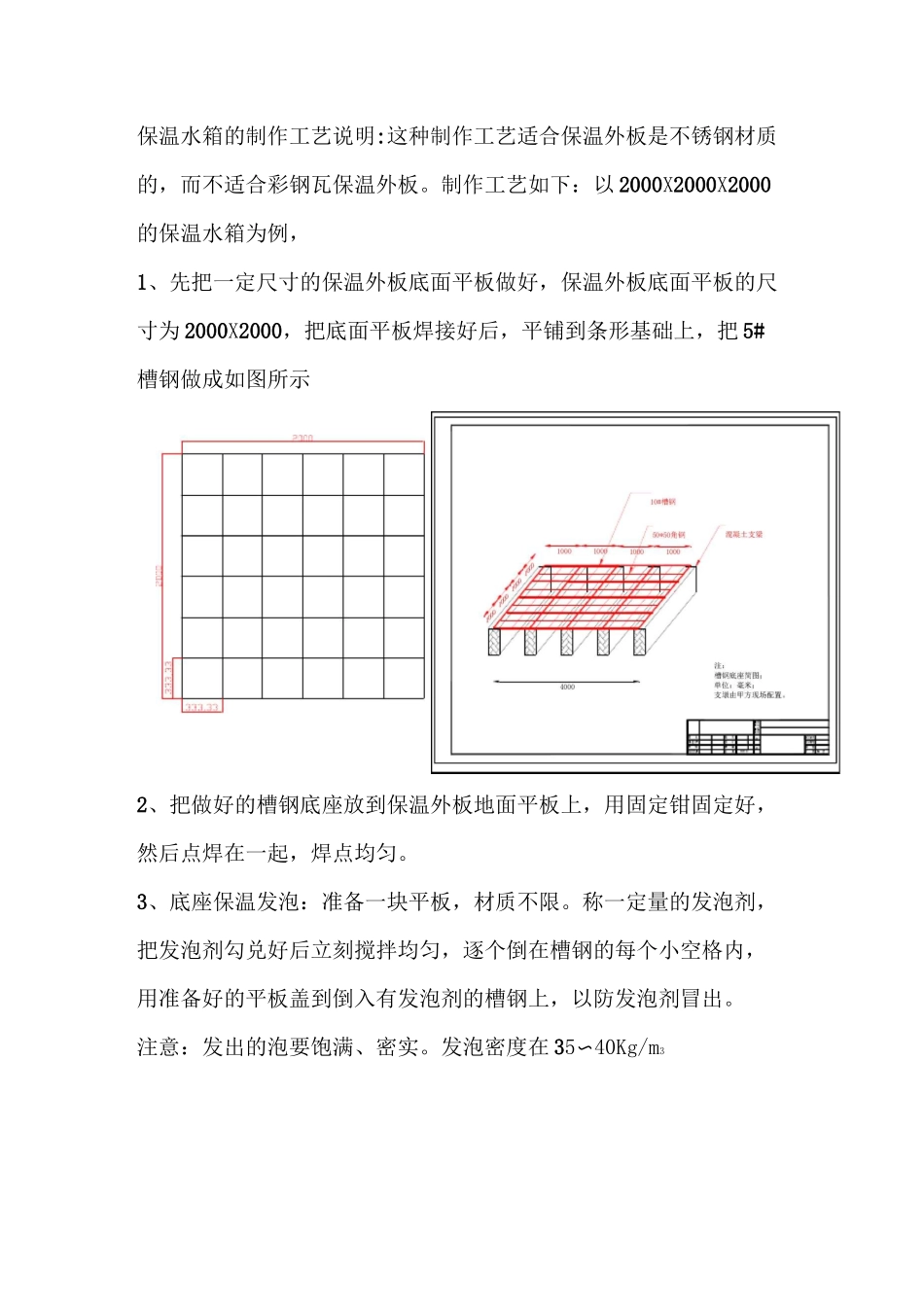
制作工艺如下:以 2000X2000X2000的保温水箱为例,1、先把一定尺寸的保温外板底面平板做好,保温外板底面平板的尺寸为 2000X2000,把底面平板焊接好后,平铺到条形基础上,把 5#槽钢做成如图所示2、把做好的槽钢底座放到保温外板地面平板上,用固定钳固定好,然后点焊在一起,焊点均匀
3、底座保温发泡:准备一块平板,材质不限
称一定量的发泡剂,把发泡剂勾兑好后立刻搅拌均匀,逐个倒在槽钢的每个小空格内,用准备好的平板盖到倒入有发泡剂的槽钢上,以防发泡剂冒出
注意:发出的泡要饱满、密实
发泡密度在 35〜40Kg/m34、水箱的内胆制作:1)、把水箱内胆的底板焊接好后,平铺到已经发泡好的槽钢底座上,对齐后点焊在一起
2)、把已制作好的内胆模板按照水箱制作步骤焊接好
注意:侧 1 板与底板焊接时应注意温度,不要使局部温度过高,以防保温层受热燃烧
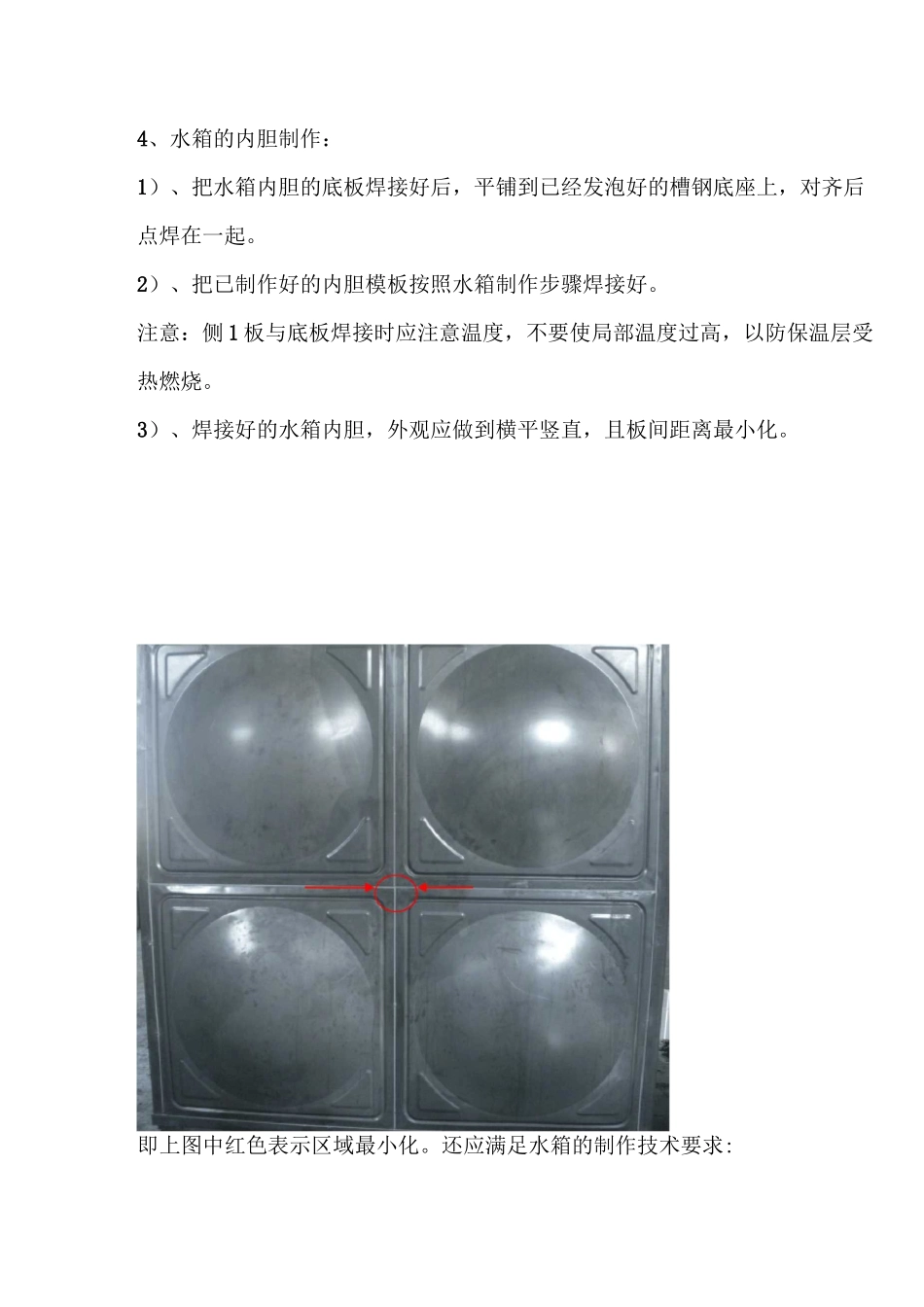
3)、焊接好的水箱内胆,外观应做到横平竖直,且板间距离最小化
即上图中红色表示区域最小化
还应满足水箱的制作技术要求:水箱焊接完毕后各坚固件不得有松动,各连接件不得有漏焊、不得有漏件现象
水箱焊缝要饱满,水箱外层焊接表面要光滑、美观、无夹渣、无焊瘤、无气孔、无裂痕,焊接口不能有凹裂、分离现象,不得有割手现象
水箱内胆焊缝需进行抛光处理
同时应达到下表 1 所规定的焊接要求
表 1 外观要求检验项目要求表面擦伤深<0
2mm,每平方米擦痕 Vlcm,不多于 5个,合格表面撞痕、表面缺口、深<2mm,每 10 平方米缺痕少于 10 个,合格锈蚀/污染应无锈蚀/污染飞溅清除飞溅物酸洗、钝化处理除去焊缝周围的氧化皮焊接裂纹不允许存在焊缝余高2
5mm 以下咬边0
3mm 以下焊瘤不允许存在弧坑小于 0
3mm水箱的平底板应保持平整,变形度满足表 2