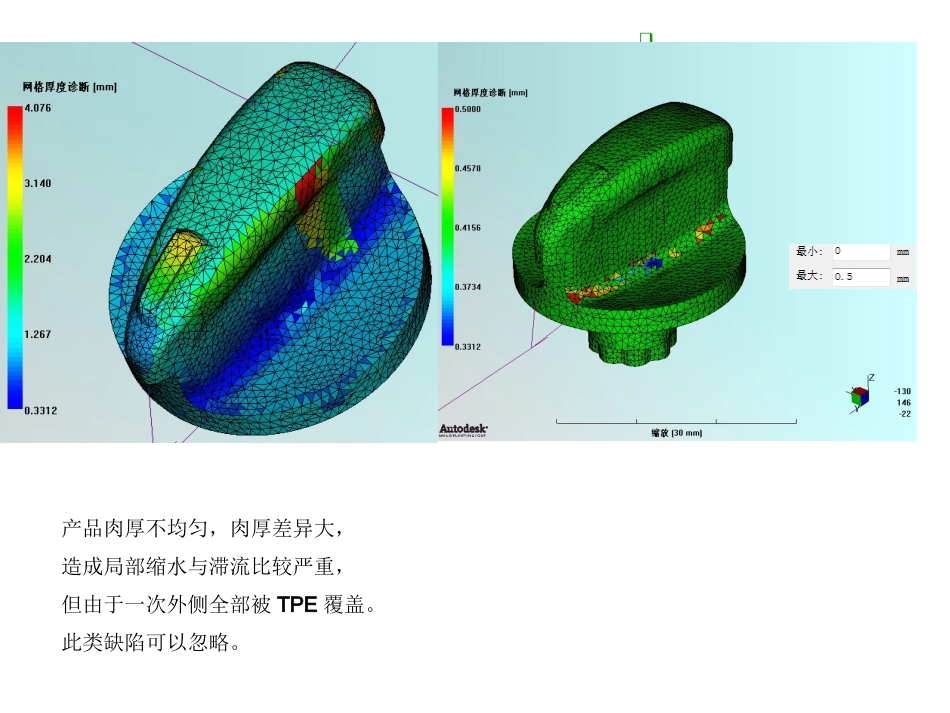
ThicknessAnalysisIndicationAnalysisIndication产品肉厚不均匀,肉厚差异大,造成局部缩水与滞流比较严重,但由于一次外侧全部被TPE覆盖
此类缺陷可以忽略
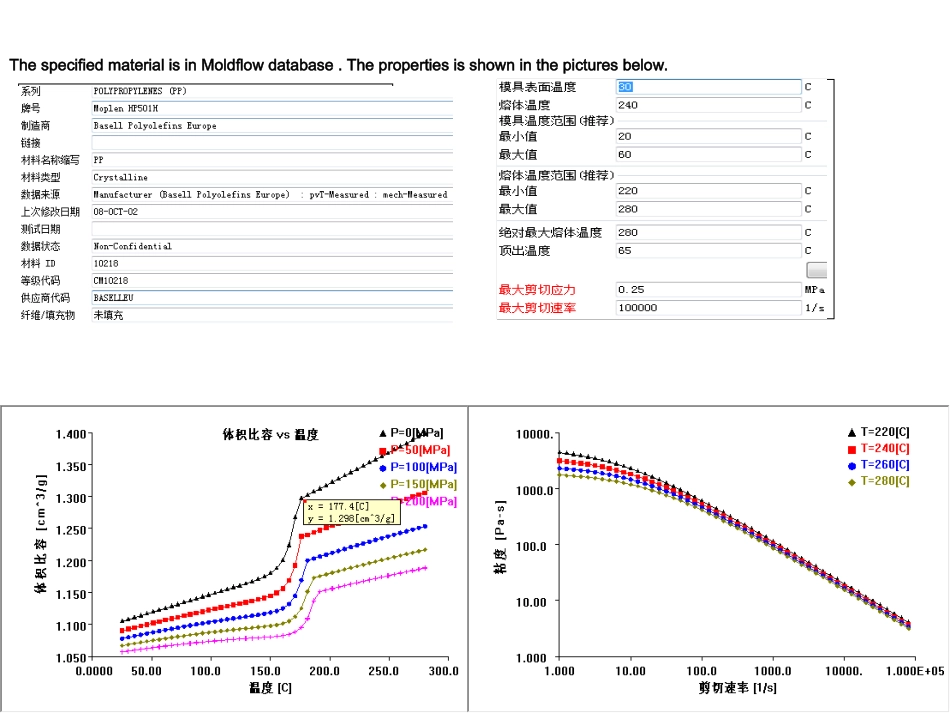
MaterialDataMaterialDataThespecifiedmaterialisinMoldflowdatabase
Thepropertiesisshowninthepicturesbelow
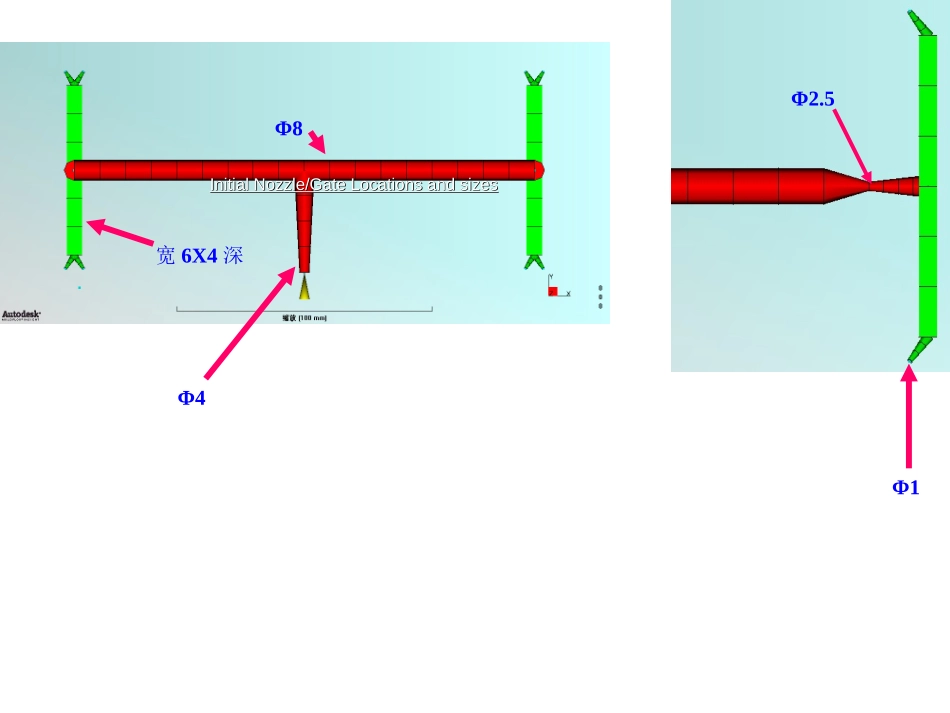
InitialNozzle/GateLocationsandsizesInitialNozzle/GateLocationsandsizesΦ4Φ8宽6X4深Φ1Φ2
5SimulationresultslistSimulationresultslistFilltime(contour)PressureatV/PswitchoverFlowFrontTempSystemPressureClampForceAirTrapsWeldLinesVolumetricshrinkageatejectionDeflectionConclusionsandsuggestionsFilltimeFilltime图示为制品充填动态图,SHIFT+F5播放动画,注射时间为0
42SFilltimeFilltime图示为制品充填动态图,SHIFT+F5播放动画由于肉厚不均匀有滞流现象
PressureatV/PswitchoverPressureatV/Pswitchover•图示为制品保压切换压力分布
•:制品在充填至99
00%时保压切换,且切换压力为44Mpa
•不包含流道为最大压力12
FlowFrontTempFlowFrontTemp•图示为制品波前温度分布
制品温度分布均匀SystemPressureSystemPressureMaxinjection