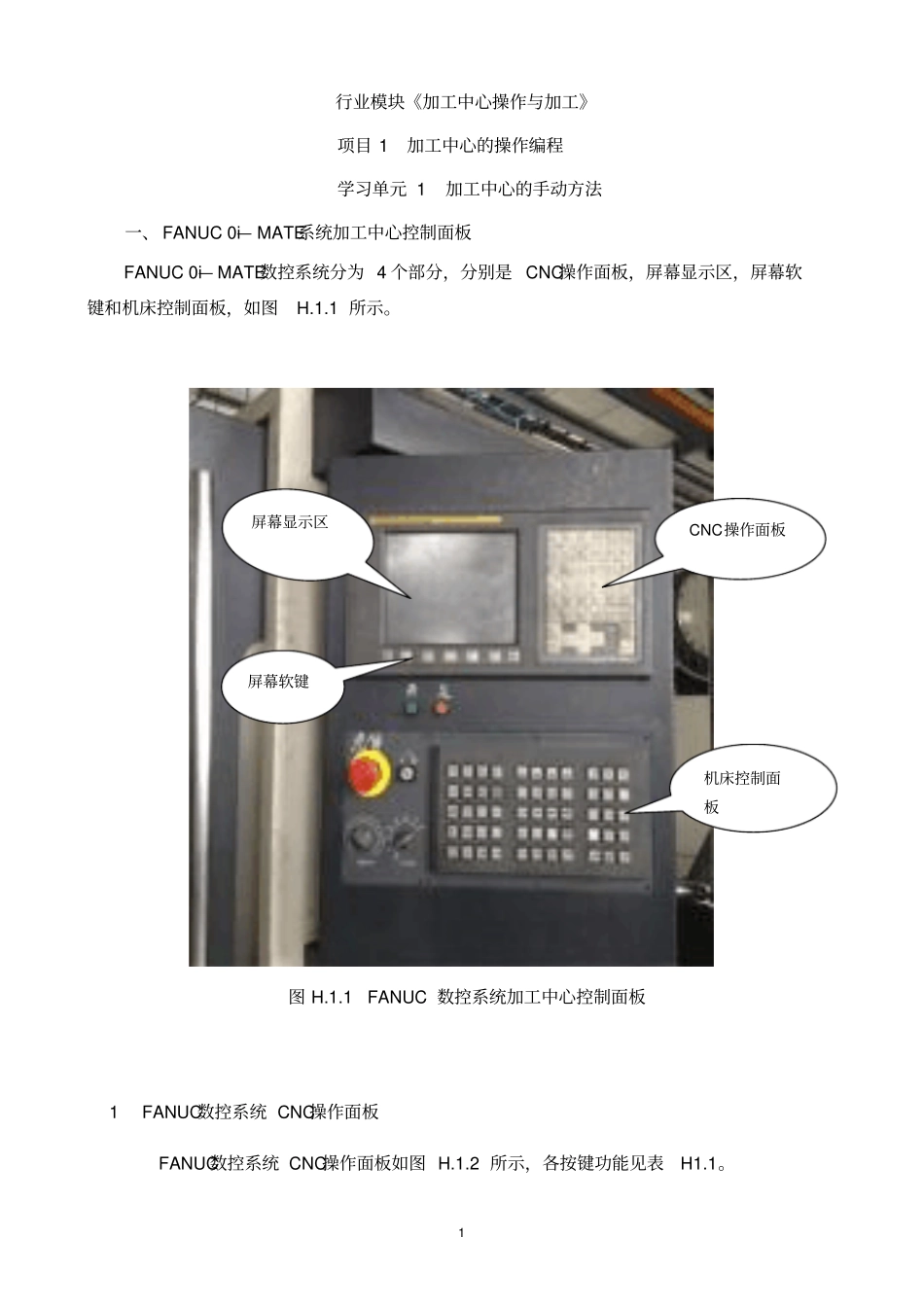
1 行业模块《加工中心操作与加工》项目 1 加工中心的操作编程学习单元 1 加工中心的手动方法一、 FANUC 0i— MATE系统加工中心控制面板FANUC 0i— MATE数控系统分为 4 个部分,分别是 CNC操作面板,屏幕显示区,屏幕软键和机床控制面板,如图H
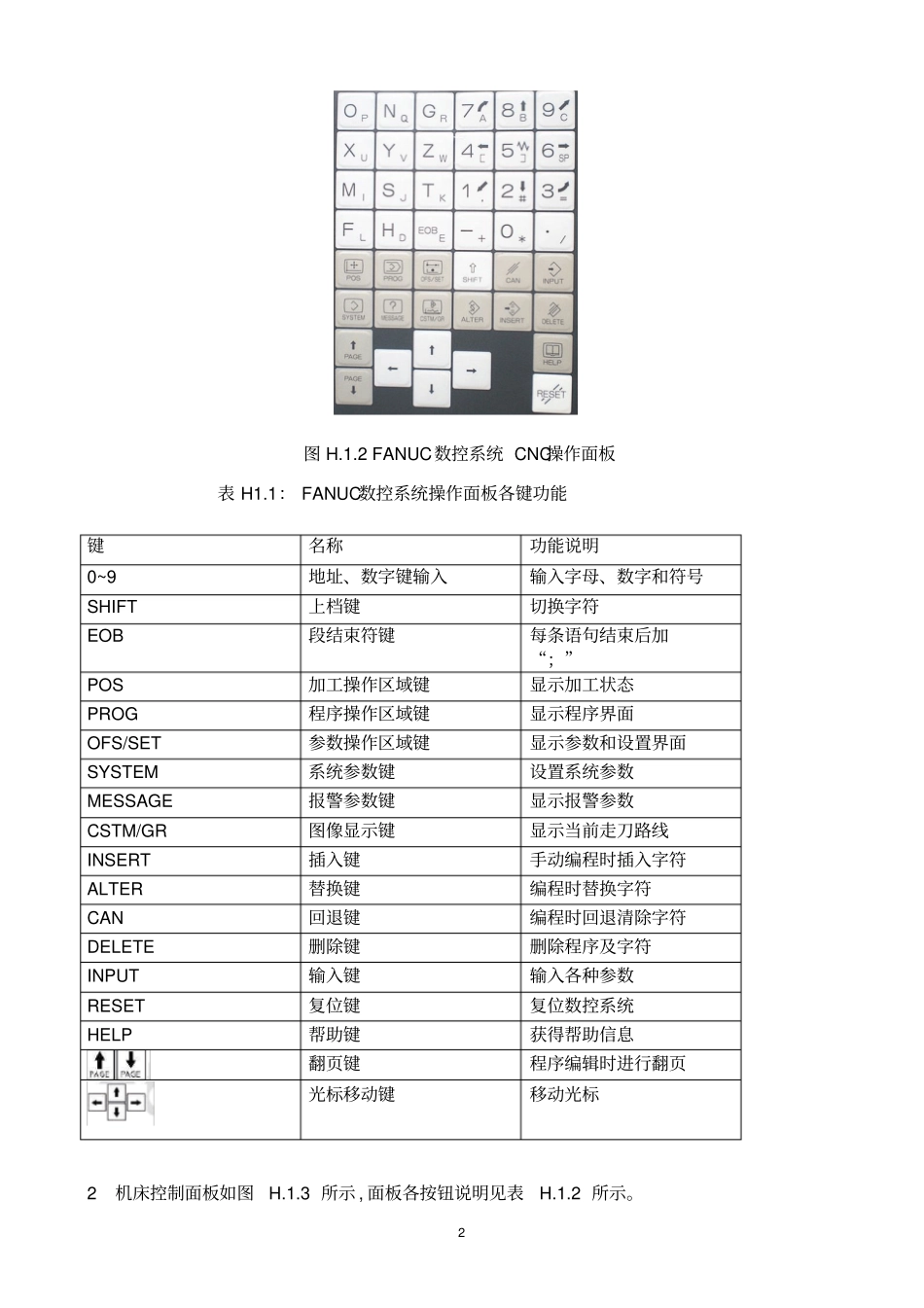
1 FANUC 数控系统加工中心控制面板1 FANUC数控系统 CNC操作面板FANUC数控系统 CNC操作面板如图 H
2 所示,各按键功能见表H1
CNC操作面板屏幕显示区屏幕软键机床控制面板2 图 H
2 FANUC数控系统 CNC操作面板表 H1
1: FANUC数控系统操作面板各键功能键名称功能说明0~9 地址、数字键输入输入字母、数字和符号SHIFT 上档键切换字符EOB 段结束符键每条语句结束后加“;”POS 加工操作区域键显示加工状态PROG 程序操作区域键显示程序界面OFS/SET 参数操作区域键显示参数和设置界面SYSTEM 系统参数键设置系统参数MESSAGE 报警参数键显示报警参数CSTM/GR 图像显示键显示当前走刀路线INSERT 插入键手动编程时插入字符ALTER 替换键编程时替换字符CAN 回退键编程时回退清除字符DELETE 删除键删除程序及字符INPUT 输入键输入各种参数RESET 复位键复位数控系统HELP 帮助键获得帮助信息翻页键程序编辑时进行翻页光标移动键移动光标2 机床控制面板如图H
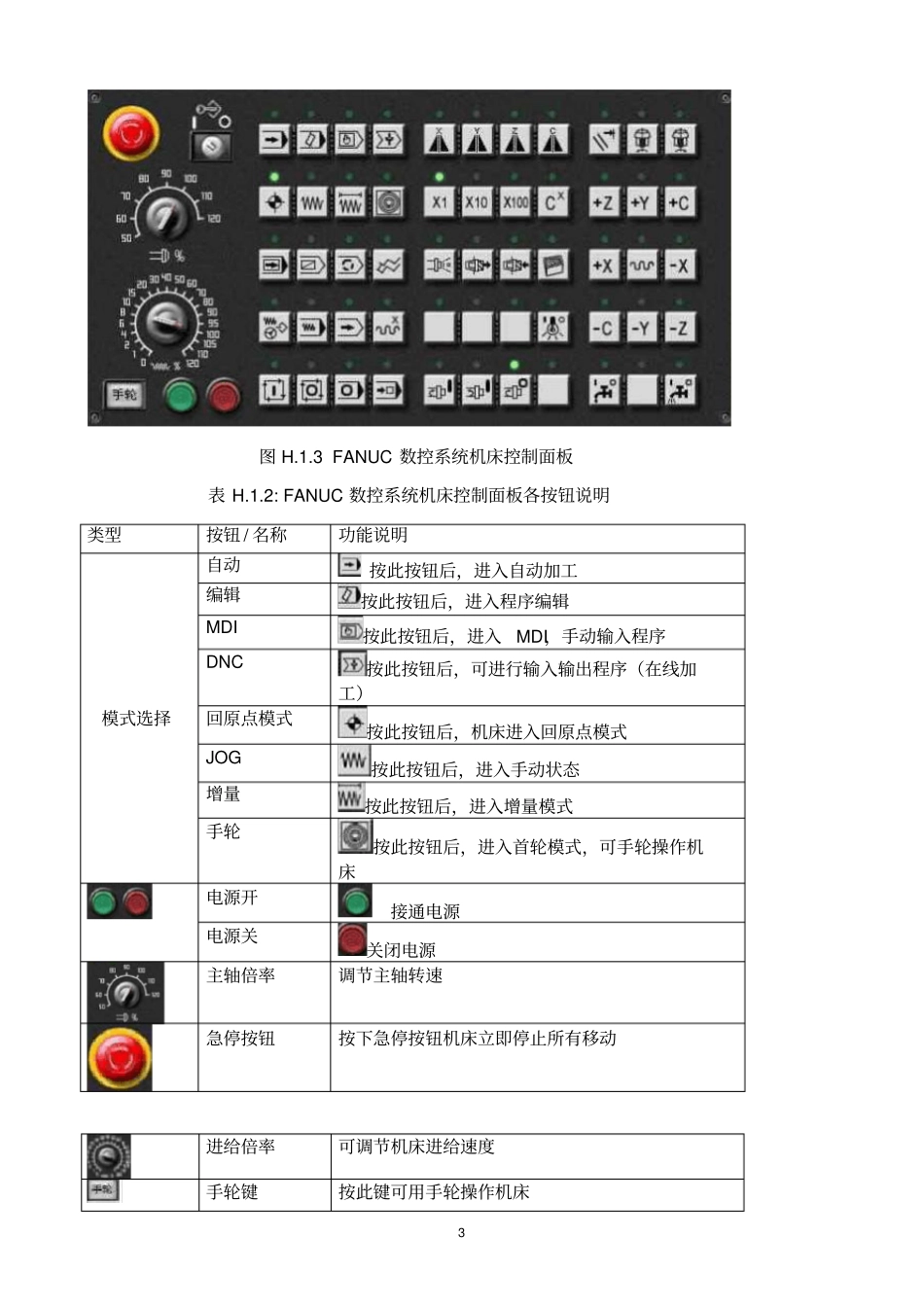
3 所示 , 面板各按钮说明见表H
3 FANUC 数控系统机床控制面板表 H
2: FANUC 数控系统机床控制面板各按钮说明类型按钮 / 名称功能说明模式选择自动按此按钮后,进入自动加工编辑按此按钮后,进入程序编辑MDI 按此按钮后,进入MDI,手动输入程序DNC 按此按钮后,可进行输入输出程序(在线加工