1 欢迎下载深圳市艾确数控技术有限公司一、开机准备1、控制系统电压:单相220V +/- 10% ; 2、气夹气压: 0
5Mpa ; 3、同步传感器位置: 当曲轴位于最低点时,感应铁片触发同步信号Q1;当曲轴离开加工板材2 毫米时感应铁片触发同步信号Q2;精品文档
2 欢迎下载注意:必须确保同步传感器的位置安装正确,否则在加工过程中容易发生撞车
4、 机床工作电压:三相380 +/- 10% 或 单相 220V +/- 10% ;注意:机床工作电源必须和控制系统电源分开
二、开机1、打开电源钥匙,旋开红色急停按钮;2、电脑上电,进入WINDOWS 2000/XP操作系统;3、用鼠标双击系统软件图标,如下图快捷方式DRILLERC⋯APT4、系统进入后无任何提示表示系统正常
若系统进入后出现对话框错误提示表示系统将不能正常工作
5、加工之前先测量工件大小在气动夹钳移动范围之内,防止工作台移动量不够碰上行程限位开关而影响正常工作,甚至损坏机器
6、启动压力机,先点动试冲,没有问题后再启动自动加工,进入自动生产状态
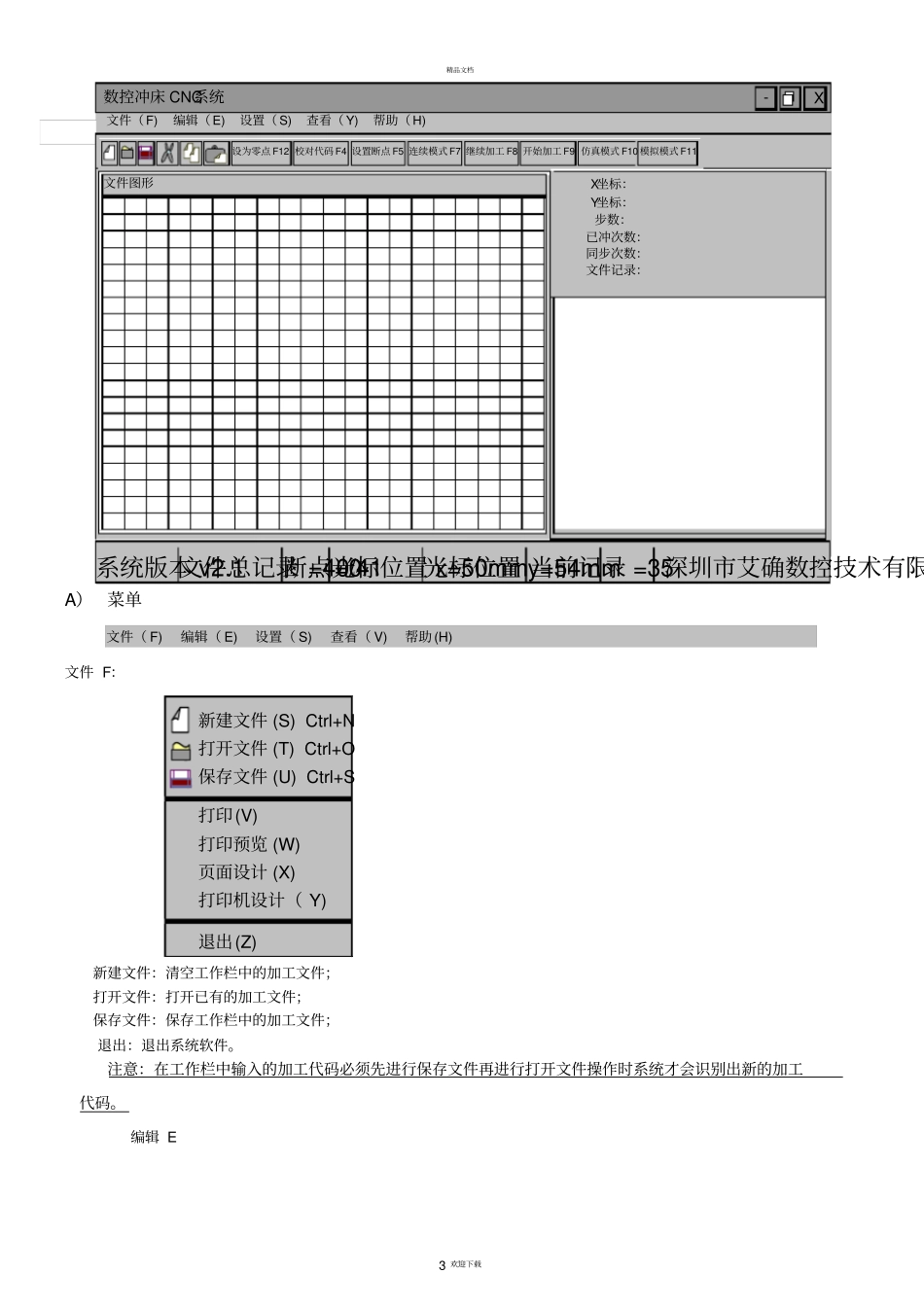
7、建议用户不得轻易修改机器参数三、操作1、 主界面精品文档
3 欢迎下载-X 文件记录:文件( F)编辑( E)设置( S)查看( Y)帮助( H)Y坐标:X坐标:步数: 已冲次数:文件图形数控冲床 CNC系统 同步次数:设为零点 F12 校对代码 F4 设置断点 F5 连续模式 F7 继续加工 F8 开始加工 F9 仿真模式 F10 模拟模式 F11断点=0当前记录 =35深圳市艾确数控技术有限公司系统版本 v2
1文件总记录 =40/41光标位置 x=50mm光标位置 y=54mmA)菜单文件( F)编辑( E)设置( S)查看( V)帮助(H)文件 F:新建文件 (S) Ctrl+N打开文件 (T) Ctrl+O保存文件 (U) Ctrl+S打