3数控铣床常用编程指令数控铣床的编程指令随控制系统的不同会有所不同,但一些常用的指令,如某些准备功能、辅助功能,还是符合ISO标准的
以FANUCSeries0i-MODELD数控系统M系列为例,介绍数控铣床的常用编程指令和编程方法
1快速定位和直线插补(G00、G01)1.快速定位指令G00格式:G00X_Y_Z_;执行该指令时,机床以自身设定的最大移动速度移向指定位置
仅在刀具非加工状态的快速移动时使用,运动轨迹因具体的数控系统不同而异,一般以直线方式移动到指定位置,进给速度对G00指令无效
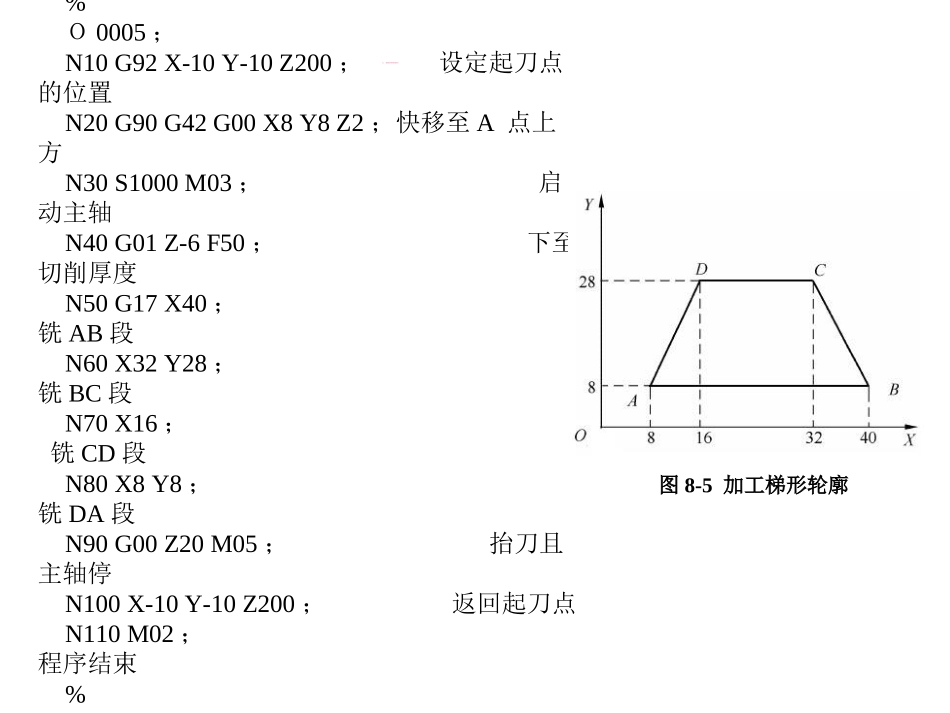
2.直线插补指令G01格式:G01X_Y_Z_F_;例8-5编制加工如图8-5所示的轮廓加工程序,零件的厚度为5mm
设起刀具点相对零件的坐标为(-10,-10,200)
按A→B→C→D顺序编程
%O0005;N10G92X-10Y-10Z200;设定起刀点的位置N20G90G42G00X8Y8Z2;快移至A点上方N30S1000M03;启动主轴N40G01Z-6F50;下至切削厚度N50G17X40;铣AB段N60X32Y28;铣BC段N70X16;铣CD段N80X8Y8;铣DA段N90G00Z20M05;抬刀且主轴停N100X-10Y-10Z200;返回起刀点N110M02;程序结束%图8-5加工梯形轮廓8
3数控铣床常用编程指令8
2圆弧插补(G02、G03)1
圆弧插补指令G02、G03格式:XpYp平面的圆弧G17Xp_Yp_F_;ZpXp平面的圆弧G18Zp_Xp_F_;YpZp平面的圆弧G19Yp_Zp_F_;0203GG___RJI0302GG___RKI0302GG___RKJG17-XpYp平面选择G18-ZpXp平面选择G19-YpZp平面选择G02-顺时针圆弧插补G03